
Nachdem der erste Teil des MPO-Kompendiums (diesen finden Sie hier) die aktuellen MPO-Technologietrends erläutert hat, aufzeigte, wo die Steckverbinder zum Einsatz kommen und welche Vorteile sie bieten, erklärt der hier vorliegende zweite Teil nun, warum Anwender bei MPO-Steckverbindern von Anfang an auf qualitativ hochwertige Produkte setzen sollten.
LWL-Steckverbinder sind Präzisionsbauteile. Ihre Fertigung erfordert Fingerspitzengefühl und hochpräzise Handarbeit in Kombination mit modernsten Fertigungsvorrichtungen. LWL-Steckverbinder mit minderer Qualität können sich negativ auf die sogenannten Skew-Werte (Signallaufzeitdifferenzen) der Strecken auswirken. Als Folge kann es zu einer unerwünschten zeitlichen Differenz beim Empfang zweier parallel gesendeter Signale kommen – und schlimmstenfalls zum Totalausfall
Die Fertigung eines qualitativ hochwertigen MPO-Steckers erfordert höchste Präzision und Know-how: Die Integration mehrerer, im Raster von 0,25 mm eng beieinander liegender Fasern in einer einzigen Ferrule stellt nicht nur hohe Ansprüche an die Herstellung dieser hochpräzisen Ferrule mit eng tolerierten Bohrungen, sondern auch an die Konfektion hoch-performanter Stecker. Ein nachträgliches Tunen oder Ausrichten der Ferrulen im Stecker – bei anderen Steckverbindern gängige Praxis, um Toleranzen auszugleichen und damit eine bessere Performance zu erreichen – ist bei MPO-Steckern nicht möglich.
Hochwertige LWL-Kabelkonfektion: Auf die Details kommt es an
Eine qualitativ hochwertige LWL-Kabelkonfektionierung verläuft in mehreren Schritten: Als erstes wird der Kabelmantel abgesetzt (Bild 1), und die Armierungsfäden werden eingekürzt. Anschließend erfolgt das Strippen des Primärcoatings. Wichtig ist hierbei die exakte Einhaltung der von den Steckerherstellern vorgegebenen Maße. Diese sogenannten Absetzlängen gilt es auf die Bruchteile eines Millimeters genau einzuhalten.

(Bild: tde - trans data elektronik GmbH)
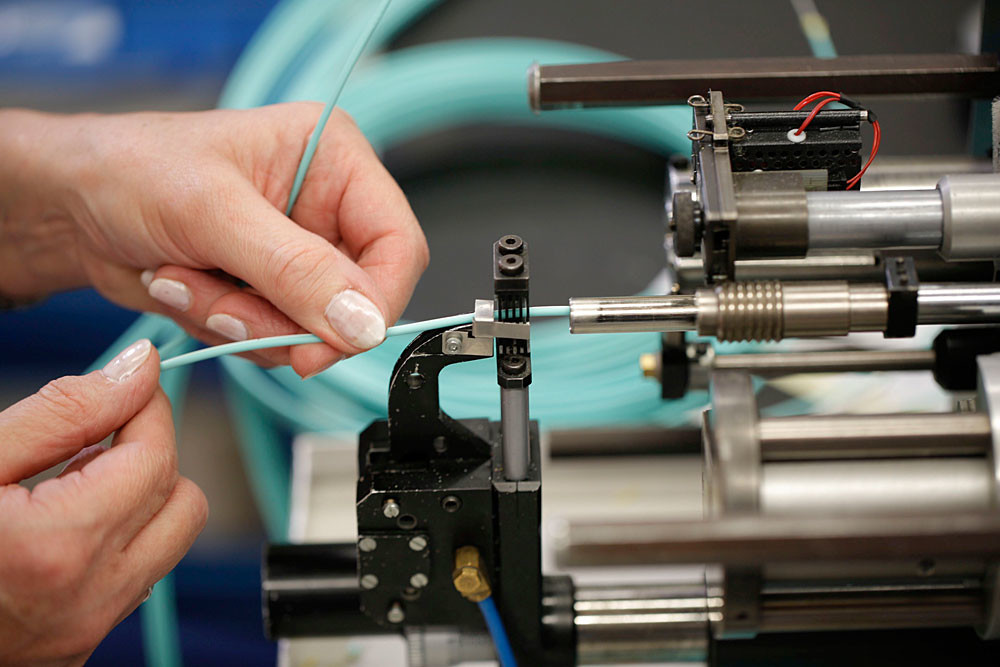
Auch bei allen weiteren Produktionsschritten ist höchste Sorgfalt nötig. Beim Verkleben der Glasfasern in der Steckerferrule ist der nach Herstellerangaben gemischte Kleber exakt an der richtigen Stelle einzufüllen. Nur dann erfüllen die Stecker die hohen Anforderungen und erleiden bei Temperaturwechseln keine Dämpfungsverluste oder Faserabrisse. Idealerweise lässt sich das Einbringen des Klebers in die Bohrung mithilfe eines Kleberoboters realisieren. Im Anschluss führen die Mitarbeiter die Fasern vorsichtig und manuell in die Bohrungen des Ferruls ein (Bild 2).
Beim anschließenden Vercrimpen befestigen sie den Kabelmantel mithilfe einer Crimphülse am Steckerflansch. Hierbei ist auf eine einwandfreie Crimpung zu achten. Je nach Kleber härten die LWL-Stecker anschließend in entsprechenden, temperaturüberwachten Öfen in festgelegten Zeiten aus. Die überstehenden Fasern lassen sich danach mit einem Laser-Cleaver gefahrlos, sauber und schnell trennen.
In einem mehrstufigen maschinellen Polierverfahren polieren Mitarbeiter die Steckeroberflächen gemäß den entsprechenden Vorgaben der IEC-Norm in verschiedenen Poliervorgängen. Ziel ist es, eine normkonforme Geometrie der Oberflächen gemäß den folgenden Parametern zu erreichen:
- Ferrulen-Krümmungsradius in X- und Y-Achsen-Richtung
- Faserhöhen
- Faserhöhenunterschiede zwischen benachbarten Fasern
- Minus-Koplanarität
- Faserradius
- Core Dip (Delle im Faserkern, max. 100 nm)
- sowie eine möglichst kratzfreie Oberfläche.
Jeder Stecker hat dabei seinen eigenen Polierprozess (Bild 3).

(Bild: tde - trans data elektronik GmbH)
Im Polierprozess wird nach Multimode- und Singlemode-Fasern unterschieden. Die Schliffgeometrie bei Singlemode-Fasern unterscheidet nach APC (Angle Polished Convex)- und PC (Physical Contact)-Schliff. Stecker mit APC-Kopplung sind dämpfungsarm, reflexionsfrei und haben eine hohe Rückflussdämpfung.
In einem visuellen Prüflauf, bei dem die Oberflächen und die Schliffgeometrie der Oberflächen untersucht werden, lässt sich das Ergebnis der Politur verifizieren. Hierbei empfiehlt sich die Untersuchung mit digitalen Mikroskopen und Interferometern, um die möglichst gleichbleibende Fertigungsqualität und integrierte Prozessüberwachung zu garantieren. Die MPO-Stecker von tde besitzen z.B. einen definierten Faserüberstand von 1 µm - 3,5 µm. Die maximale Höhendifferenz der benachbarten Fasern beträgt 0,2 µm (Bild 4).

(Bild: tde - trans data elektronik GmbH)
In der abschließenden Endkontrolle messen und protokollieren die Mitarbeiter die Einfüge- und Rückflussdämpfung der Kabel und Assemblies und achten darauf, dass diese eine überdurchschnittliche Perfomance erfüllen, die die marktüblichen Vorgaben weit übertreffen.
Dieser Aspekt ist für Planer von besonderer Bedeutung, da sie unter Berücksichtigung der Dämpfungsbudgets enger gefasste Werte vorgeben und die hundertprozentige Dokumentation der Messwerte – wie Interferometer-, Einfüge- und Rückflussdämpfungsmessungen – einfordern müssen. Da die Anforderungen hier sehr hoch und mit Aufwand verbunden sind, scheiden Billiganbieter von vorneherein aus.
Hochwertige Komponenten – höhere Steckzyklen
Gerade in der optischen Anschlusstechnik sind hochwertige Komponenten von entscheidender Bedeutung für das erstklassige Installationsergebnis: Billige Produkte haben eine deutlich schlechtere Einfüge- und Rückflussdämpfung (siehe Teil 1 des Kompendiums /120070) als hochwertige. Auch das Micro- und Macrobending der Fasern spielt eine Rolle: Dabei handelt es sich um eine Stressung der Fasern durch Druck, die durch eine schlechte Verarbeitung oder schlechten Kabelaufbau entstehen kann. Als Folge treten insbesondere bei höheren Wellenlängen drastisch höhere Dämpfungen auf.
Qualitativ minderwertige Steckverbinder weisen auch eine wesentlich geringere Anzahl an Steckzyklen auf. Diese Zahl stellt einen wichtigen Kennwert für Stecker und Steckverbinder dar. Ein Steckzyklus umfasst jeweils einen Einsteck- und einen Ziehvorgang. Stecken Netzwerktechniker Stecker und Steckverbinder häufig ein und aus, ändern sich ihre mechanischen Toleranzen geringfügig. Als Folge davon verändern sich die Übertragungsparameter.
Häufiges Stecken und Ziehen ändert zugleich die Steckkräfte der Stecker sowie ihre Einfüge- und Rückflussdämpfung. Vor allem bei LWL-Steckverbindern sind die Steckzyklen genau zu beachten. So bringen es Präzisionsstecker auf einige hundert Zyklen. LWL-Stecker liegen bei mindestens 500 bis 1.000 und spezielle Linsenstecker schaffen mehrere tausend Zyklen.
Prüfen, zertifizieren, nachmessen

(Bild: tde - trans data elektronik GmbH)
Aus diesen Gründen ist klar: Netzwerkspezialisten, Planer und Techniker sollten von Anfang an auf Qualität setzen. Dafür sollten sie sich vor einer Kaufentscheidung zu Herkunft und Qualität der Komponenten sowie deren Zertifizierung informieren, auf qualitativ hochwertige Einzelkomponenten achten und überprüfen, ob diese eindeutig innerhalb der entsprechenden Toleranzen spezifiziert sind. Deshalb sind Lieferanten schon vorab über die gewünschten Spezifikationen in Kenntnis zu setzen. Aus Qualitätsgründen scheiden Lieferanten aus Fernost häufig im Vorfeld aus. Eine zuverlässige Wareneingangskontrolle, die lückenlose Dokumentation des gesamten Fertigungsprozesses und die mehrstufige Prüfung in der laufenden Produktion bilden die Grundlage, um Qualitätsabweichungen frühzeitig feststellen zu können.
Anspruchsvolle Kunden sind gut beraten, bei der Wahl ihrer Netzwerkprodukte auf Anbieter zu setzen, die bereits an die Rohmaterialien hohe Qualitätsanforderungen stellen und diese konsequent im Fertigungsprozess und bei der Installation fortführen. Professionelle Netzwerkexperten bieten eine hundertprozentige Qualitätsprüfung aller Komponenten und eine lückenlose Dokumentation aller Prozesse (Bild 5). Bei hochwertigen Verkabelungslösungen beträgt die Systemgarantie bis zu 25 Jahren.
Den Teil 1 des Kompendiums MPO-Technologie und Anschlusstechnik "Erfolgsgeschichte mit Zukunft: MPO/MTP-Steckverbinder" finden Sie hier.



{kind=link}