
Konzept automatisierte Entmagnetisieranlage für Grossrohre Maurer Magnetic AG & Schuler Pressen GmbH
Auf einen Blick
Beispiele von grossflächigen Stahlstrukturen: Konstruktionsrohre und Pipelines, Schiffsmodule, Offshore Module, Druckbehälter und Tanks, Brückenträger und Fachwerke, Stahl-Panele, Wärmetauscher
Entmagnetisierung Dafür stehen mehrere Verfahren zur Verfügung, die je nach Anwendungsfall zum Einsatz kommen
Entmagnetisierung Dafür stehen mehrere Verfahren zur Verfügung, die je nach Anwendungsfall zum Einsatz kommen
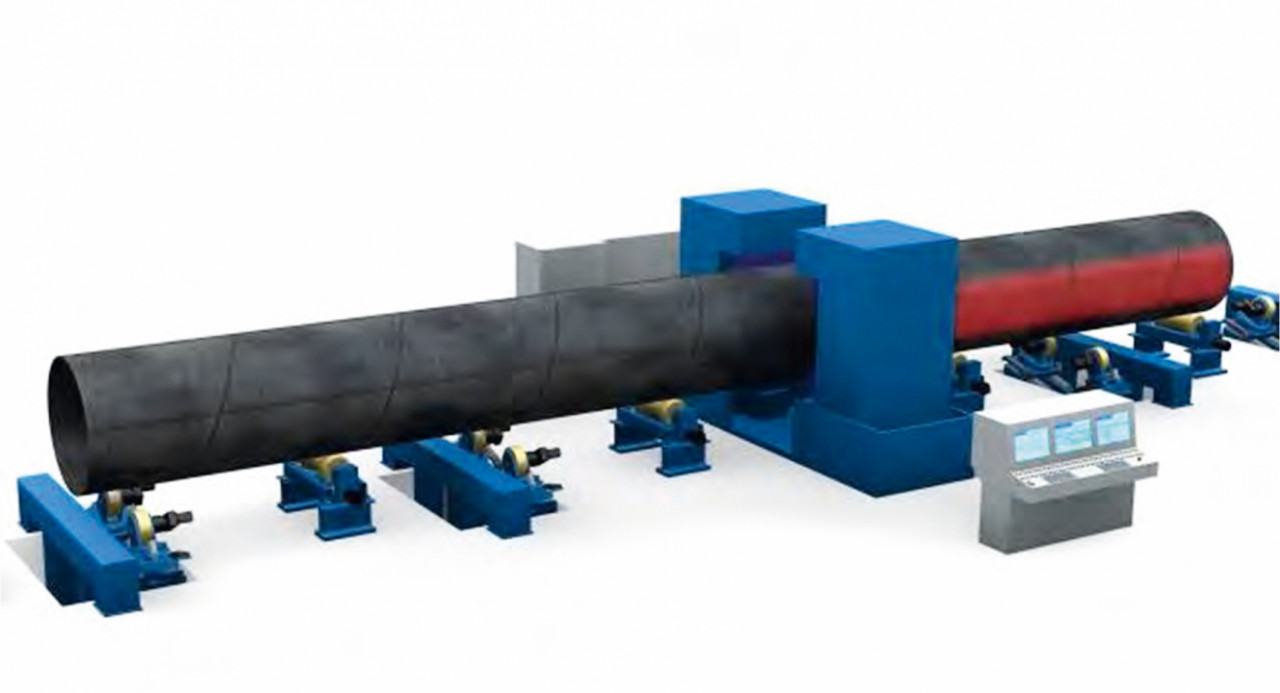
Durch Fertigungs- und Handlingsverfahren werden die Rohbau-Stahlkomponenten oft magnetisiert. Verfahren wie magnetische Rissprüfung, Schweißprozesse, Umformung, Plasmaschneiden und Flusskonzentration aufgrund induzierter Magnetfelder (Erdmagnetfeld) magnetisieren Stahlkomponenten. Beim Handling sind es vor allem elektromagnetische oder permanentmagnetische Lasthebemagnete, die den Stahl magnetisieren [1].
Hochfeste Konstruktionsstähle (Bild 1 und Bild 2) lassen sich tendenziell stärker magnetisieren als solche niedriger Festigkeit, was auf die relativ hohen Koerzitivfeldstärken von feinkörnigen Stahlwerkstoffen zurückzuführen ist. Hohe Nickelanteile (z.B. 9 % Ni-Stahl für LNG-Tanks) bewirken ebenfalls stärker magnetisierbare Stähle [3]. Lokale Gefügeveränderungen rufen erfahrungsgemäß Stellen mit hohen Koerzitivfeldstärken hervor.
Hochfeste Konstruktionsstähle (Bild 1 und Bild 2) lassen sich tendenziell stärker magnetisieren als solche niedriger Festigkeit, was auf die relativ hohen Koerzitivfeldstärken von feinkörnigen Stahlwerkstoffen zurückzuführen ist. Hohe Nickelanteile (z.B. 9 % Ni-Stahl für LNG-Tanks) bewirken ebenfalls stärker magnetisierbare Stähle [3]. Lokale Gefügeveränderungen rufen erfahrungsgemäß Stellen mit hohen Koerzitivfeldstärken hervor.

In der weiteren Verarbeitung sind folgende Prozesse betroffen:
- Schweißprozesse
- Zerstörungsfreie Prüfung (Wirbelstromverfahren, Röntgenverfahren)
- Vorbereitende Verfahren vor Beschichtungsprozessen (Kugelstrahlen, Partikelprobleme)
Umgang mit störenden Magnetfeldern bei Schweißverfahren

Im Folgendem geben wir eine Begriffserläuterung für die verwendeten Bezeichnungen für Magnetfelder:
- Umgebungsfeld Hu: Das Umgebungsfeld (Erdmagnetfeld) induziert im Stahlobjekt einen magnetischen Fluss.
- Restmagnetismus Br: Im Stahl vorhandene Remanenz (Restmagnetismus).
- Schweißstromfeld Hs: Durch Schweißstrom entstehendes Magnetfeld (Masse-Rücklaufstrom).
- Gegenfeld Hg: Von einer Gleichstromquelle erzeugtes und einstellbares Magnetfeld, das im Schweißspalt wirkt.
- Gesamtfeld Htot: Die im Material verlaufenden magnetischen Flüsse sowie die äußeren Magnetfelder bewirken im Schweißspalt ein Gesamtfeld. Das Gesamtfeld ergibt sich als Summenfeld der einzelnen Magnetfeld-Anteile (für Magnetfelder gilt das Superpositionsprinzip).
Zur Verringerung des im Schweißspalt wirkenden Gesamtfeldes werden neben schweißtechnischen Maßnahmen, wie z.B. dem Verändern der Schweißparameter oder Umplatzieren der Masse, nachfolgende Verfahren eingesetzt:
- Gegenfeld-Verfahren: Das Gesamtfeld wird mit einem gezielten Gegenfeld neutralisiert.
- Knock-Down-Verfahren: Es wird ein Gegenfeld appliziert, so dass sich nach Entfernung dieses Gegenfeldes kein Gesamtfeld mehr einstellt.
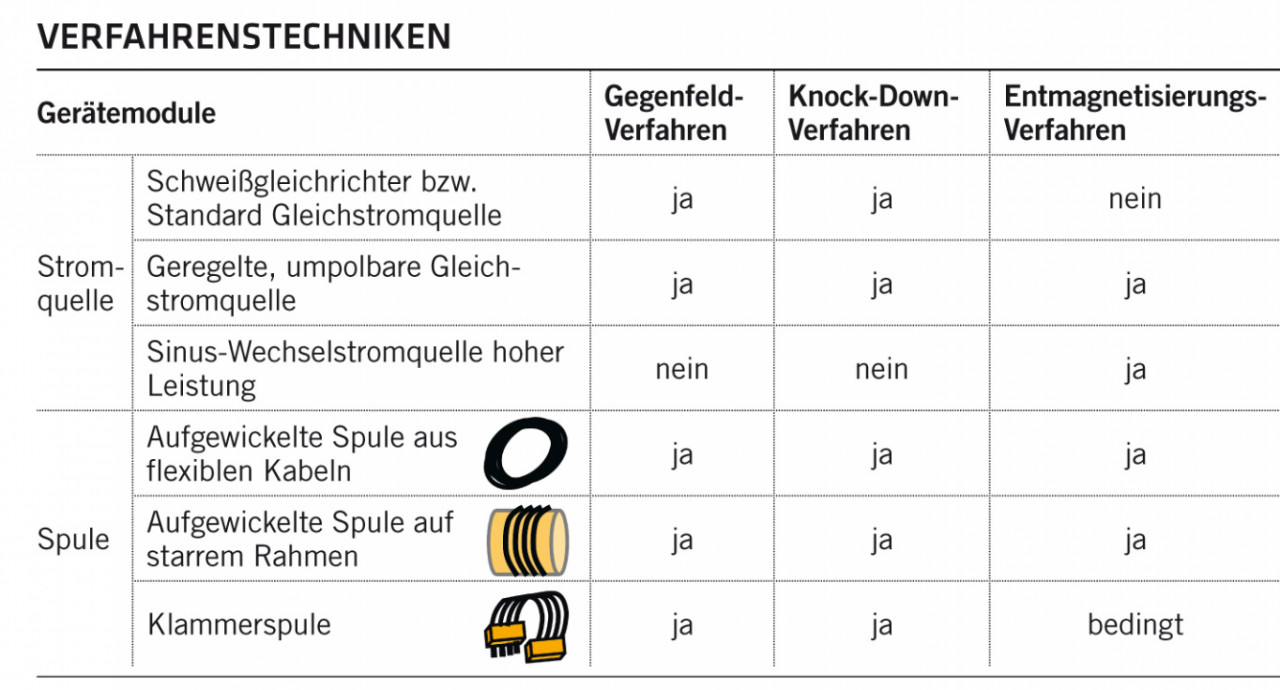
- Entmagnetisierungs-Verfahren: Das Material wird durch Wechselfeld-Umpolung entmagnetisiert (Tabelle).
Tabelle: Übersicht der verschiedenen Kompensations- und Entmagnetisierungsverfahren und
der Einsatz von Stromquellen sowie Entmagnetisier-Spulen
Einsatzbeispiele von Gegenfeld-, Knock-Down- und Entmagnetisierungs-Verfahren
Wie erfolgt nun praktisch eine Entmagnetisierung von Konstruktionsteilen? Das hängt im Wesentlichen von der Konstruktion der zu behandelnden Teile und der Position der Schweißarbeiten ab.Umfangwicklung in Rohrmitte
Bild 3 zeigt das Verfahren bei einer Schweißarbeit an einem Rohr. Man umwickelt das Objekt nahe der Schweißnaht: mit einer Umfangwicklung. Einsetzbar ist das Gegenfeld-, Knock-Down- oder Entmagnetisierungs-Verfahren. Es wird nur der Stahlanteil in unmittelbarer Nähe der Wicklung magnetisch beeinflusst (gilt für alle Beispiele). Der Wickelaufwand ist hier erheblich. Bei Einsatz von Klammerspulen oder Rahmenspulen besteht nur ein reduzierter Wickelaufwand.Umfangwicklung an einem Plattenende
Bild 4 zeigt das Entmagnetisierungs-Verfahren oder Knock- Down-Verfahren, einsetzbar an einem Plattenende. Es ist nur mit Kabelspulen realisierbar, ein erheblicher Wickelaufwand.Ein Entmagnetisierung des ganzen Objekts erfordert Umpositionieren und neu Wickeln der Spule.
Bearbeiten einer Plattenmitte, Auflagewicklung
Man legt eine aus Kabeln gewickelte Spule auf der Oberfläche des Objekts (Bild 5). Zur Anwendung kommen das Gegenfeld-, Knock-Down- oder Entmagnetisierungsverfahren. Die Spulen müssen häufig umpositioniert, aber nicht neu gewickelt werden.Auflagewicklung an einem Rohrende
Es kommt das Entmagnetisierungs-Verfahren oder Knock- Down-Verfahren zur Anwendung (Bild 6). Die Entmagnetisierung des ganzen Objekts erfordert nur Umpositionieren der Spule, ohne neu wickeln zu müssen.Bildergalerie
4 Bilder




Bilder 3 bis 6
Der magnetische Zustand im Material

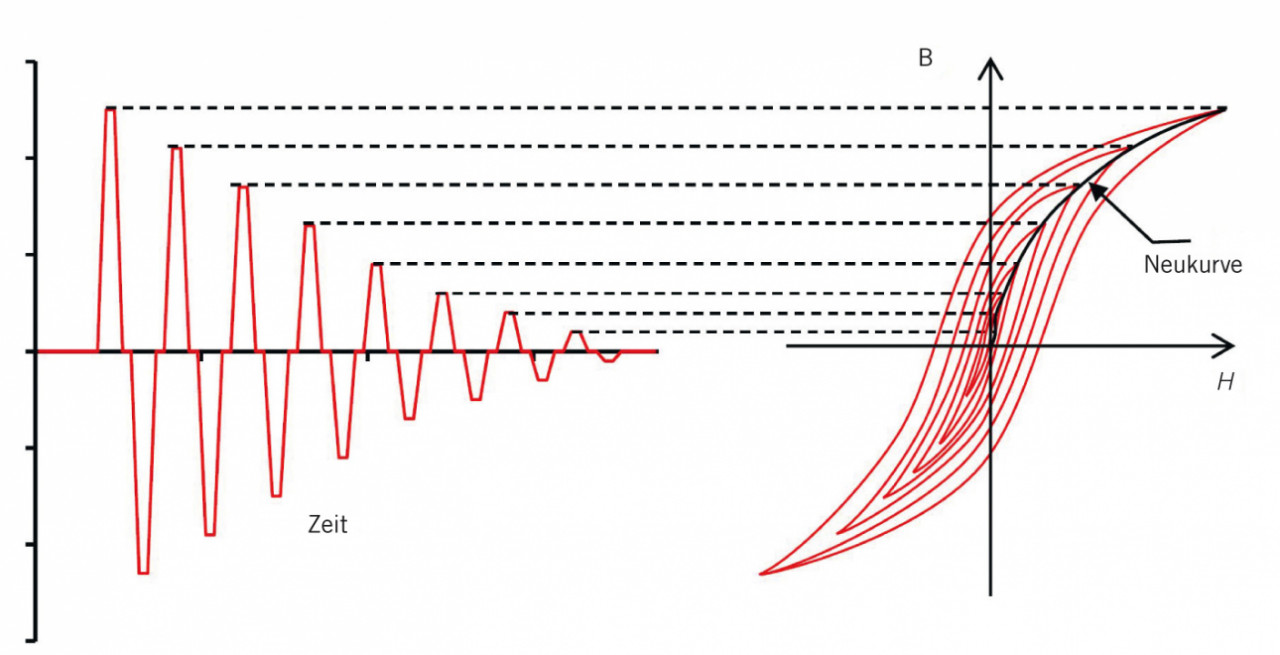
Die Domänen bestehen aus bis zur Sättigung magnetisierten Zonen, die durch Wände (Blochwände) begrenzt sind. In der Blochwand dreht sich die Magnetisierungsrichtung der angrenzenden Domänen. Bei größer werdender Feldstärke H dreht sich die Magnetisierungsrichtung der Domänen zunehmend in Richtung des äußeren Feldes H, so dass die Blochwände als Domänengrenze verschwinden. Bei vollständiger Sättigung existiert nur noch eine große Domäne. Hinweis: Der Zustand 1 in Bild 7 wird nur durch Glühprozesse oder durch Wechselfeld-Entmagnetisierung erreicht. Das Material wird aus der magnetischen Sättigung durch eine hohe Anzahl Umpolungen abnehmender Amplitude wieder in den unmagnetischen Ursprung zurückgeführt.
Beschreibung der Verfahren inkusive Vor- und Nachteilen
Die nachfolgend beschriebenen Gegenfeld-, Knock-Down und Entmagnetisierungs-Verfahren referenzieren auf die Neukurve.1) Gegenfeld-Verfahren

Vorteile des Gegenfeld-Verfahren
- Umsetzbar mit herkömmlichem Schweiß-equipment. Benötigt wird ein einstellbarer Schweißgleichrichter und Schweißkabel ausreichender Länge.
- Die Methode kann theoretisch jedes in der Praxis vorkommende Gesamtfeld neutralisieren.
Nachteile des Gegenfeld-Verfahren
- Ohne Einsatz von Magnetfeldmessung im Schweißspalt ist es schwierig, das richtige Gegenfeld einzustellen. Dies führt zu einer »Trial and Error« Methode mit entsprechend geringer Produktivität und Qualität. (Aufzählung)
- Bei unregelmäßig verlaufender Gesamtfeldstärke im Schweißspalt muss mehrfach nachjustiert werden.
- Die Spulenwicklung kann nicht in jedem Fall aufgebracht werden.
- Neuere Schweißgeräte basieren auf Invertertechnologie mit gepulstem Schweißstrom. Damit lässt sich die Gegenfeldmethode nicht ohne Weiteres umsetzen.
- Das Material ist nicht entmagnetisiert (Zustand 3. in der magnetischen Neukurve, siehe Bild 7).
2) Knock-Down-Verfahren

Vorteile des Knock-Down-Verfahren
- Gegenfeld und Spule können nach dem Knock-Down-Verfahren entfernt werden.
- Die Schweißstellen können mit diesem Verfahren vorgängig für den Schweißprozess vorbereitet werden (z. B. durch Einsatz von Entmagnetisierteams).
Nachteile des Knock-Down-Verfahren
- Nach einer gewissen Zeit stellt sich im Stahl wieder eine erhöhte Magnetisierung ein, weil die mit dem Knock-Down-Verfahren nicht beeinflussten magnetischen Zonen das benachbarte Material wieder magnetisieren (typischerweise nach ca. 1-2 h).
- Bei starken äußeren Feldern kann mit diesem Verfahren alleine das Gesamtfeld nicht eliminiert werden. Der Einsatz des Gegenfeldverfahrens wird zusätzlich notwendig.
- Das Material ist nicht entmagnetisiert (Zustand 3. in der magnetischen Neukurve, siehe Bild 7).
3) Entmagnetisierungs-Verfahren
Für diese Methode gibt es zwei Verfahren:- Entmagnetisierung durch Gleichfeld-Umpolung (Bild 10)
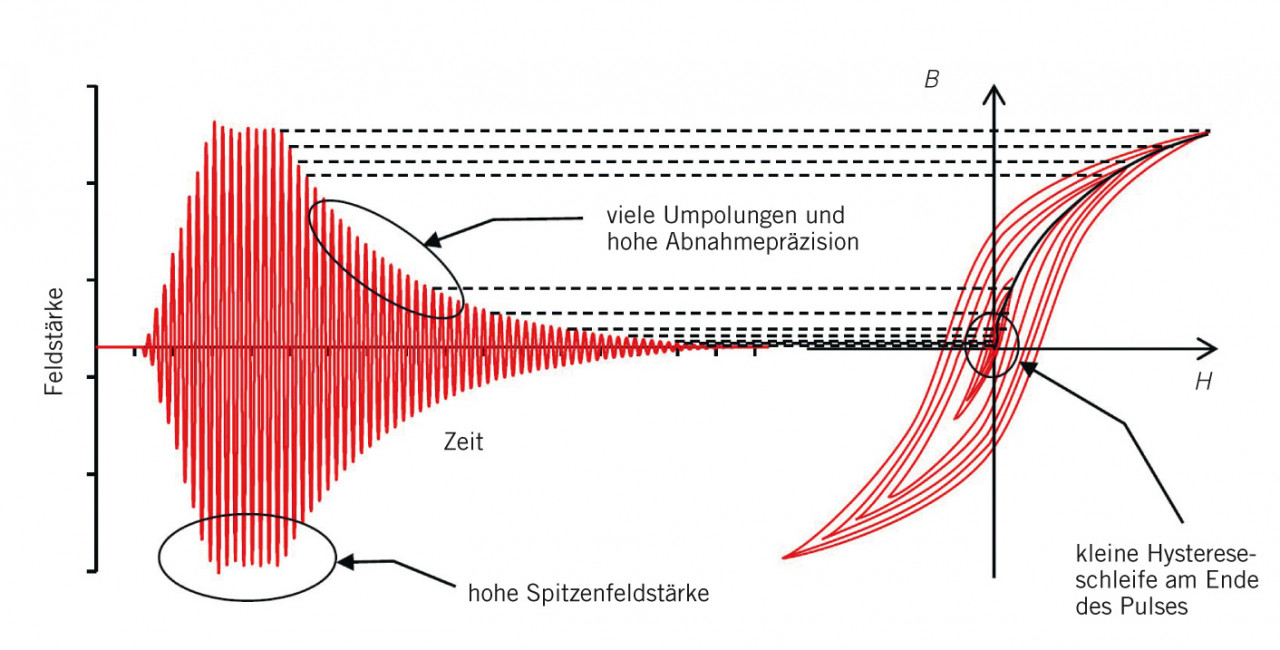
- Entmagnetisierung durch Sinuspuls hoher Feldstärke (Bild 11)
3.1) Durch Gleichfeld-Umpolung
Gleichfeld-Umpolung: Bei dieser Methode werden in Spulen magnetische Wechselfelder abnehmender Amplitude generiert (Bild 10). Die Stromquelle erzeugt dazu Ströme abnehmender Amplitude. Das Verfahren bewirkt eine Entmagnetisierung des Materials durch die sukzessive-Verkleinerung der Hysteresekurve. Magnetisch wird der Stahl zunächst möglichst voll magnetisiert (Gleichrichten aller magnetischen Domäne). Danach wird durch laufende Umpolung mit abnehmender Amplitude eine statistische Verteilung der Domänen- Magnetisierungsrichtung erreicht [10].Die Güte des Prozesses hängt von folgenden Parametern ab:
- Maximale Feldstärke (zur magnetischen Sättigung des Materials).
- Frequenz der Umpolung (tiefe Frequenz für mehr Eindringtiefe).
- Größe des erzeugten Magnetfeldes (Größe Wirkbereich).
- Homogenität des Wirkbereiches (Gleichmäßigkeit des Feldes innerhalb Wirkbereich).
- Abnahmepräzision (kleines Dekrement der Amplitude [10] und hohe Genauigkeit der Feldsymmetrie).
Vorteile dieses Entmagnetisierungs-Verfahren
- Das Material ist entmagnetisiert (Zustand 1. bis 3. in der magnetischen Neukurve, Bild 7).
- Erfordert keine Einstellung und Justierung am Generator. Prozess-Auslösung per Taste.
Nachteile dieses Entmagnetisierungs-Verfahren
- Relativ lange Dauer des Entmagnetisierzyklus (ca. 30 s bis 3 min, je nach Stromquelle).
- Bei Geräten aus der Praxis führt die lange Zyklusdauer zu einer verhältnismäßig hohen Strom-Einschaltdauer. Dadurch wird eine hohe Erwärmung im Leiter bewirkt und das Erzeugen von hohen Spitzen-Feldstärken ohne erweiterte Kühlungsmaßnahmen der Spule verhindert.
- Die vollständige Entmagnetisierung von großflächigen Objekten wird dadurch sehr zeitintensiv.
- Der Magnetismus kann nicht in jedem Fall beseitigt oder genügend reduziert werden. Mögliche Gründe dafür sind eine zu geringe Wirkung der Entmagnetisierung oder das Verbleiben von induzierten Magnetfeldern großer Intensität.
3.2) Durch Sinuspuls mit hoher Feldstärke
Nachfolgende Pulsparameter wurden in praktischen Versuchen eruiert und werden vorzugsweise zur Entmagnetisierung von großflächigen Stahlobjekten wie Rohre, Brückenträger usw. (bis ca. 60 mm Wandstärke) eingesetzt:- Hohe Feldstärke (ca. 50 ... 100 kA/m) zur Umpolung hartmagnetischer Zonen und zur Erhöhung der Eindringtiefe.
- Entmagnetisierfrequenz ca. 5 ... 20 Hz (Bild 11).
- Pulsdauer ca. 6 ... 20 s, abhängig von der Entmagnetisierfrequenz.
- Spule mit ausreichend großem Wirkbereich (Durchmesser ca. 600 ... 1000 mm). Dies wird benötigt, um im Material verlaufende, geschlossene Magnetkreisläufe erfolgreich zu unterbrechen und ein Verschieben von Magnetismus im Material zu verhindern.
- Sinusschwingung hoher Abnahmepräzision. Dadurch wird ferromagnetisches Gefüge mit grober Domänenstruktur bestmöglich aufgebrochen und fein aufgelöst.
Vorteile dieses Entmagnetisierungs-Verfahren
- Das Verfahren ist schnell, deshalb eignet es sich zur Puls-Entmagnetisierung von großen Stahlflächen.
- Das Material ist optimal entmagnetisiert (Zustand 1. in der magnetischen Neukurve, siehe Bild 7).
- Das Verfahren erfordert keine Einstellung oder Justierung an der Stromquelle. Die Pulsauslösung erfolgt per Taste, eine äußerst einfache Bedienung und Handhabung.
Nachteile dieses Verfahrens
- Der Magnetismus kann nicht in jedem Fall beseitigt oder genügend reduziert werden (identische Gründe zum vorangehenden Verfahren 3.1).
- Das Verfahren erfordert einen elektrischen Anschluss höherer Leistung, was den Einsatz im Feld erschwert.
Entmagnetisieren vor dem Zusammenbau
Diese Methode wurde in der Vergangenheit bereits eingesetzt, allerdings oft mit beschränktem Erfolg (Bild 12). Die Gründe dafür werden mit zu geringer Wirkung der Entmagnetisierverfahren oder mit der zu umständlichen und zeitintensiven Durchführung beschrieben [1, 5].
Maurer Magnetic AG hat die Entmagnetisierung von Teilkomponenten mit dem vorangehend beschriebenen Verfahren Entmagnetisierung durch Sinuspuls hoher Feldstärke und einer neuen Methodik mehrfach erfolgreich eingesetzt. Das Verfahren ist durch mehrere Patente geschützt.
Es eliminiert die Magnetisierung (Restmagnetismus) der kompletten Teilkomponenten.
Nicht verhindert wird, dass äußere Felder weiterhin magnetische Flüsse im Bauteil induzieren. Die Flussdichte ist abhängig von Material, Geometrie und der Feldstärke des anliegenden Feldes. In Extremfällen kann das induzierte Feld trotz vorheriger kompletter Entmagnetisierung Schweißprozesse immer noch stören.
Des Weiteren ist bekannt, dass insbesondere DC oder hybride DC/AC Schweißverfahren das Potential haben, Stahl wieder zu magnetisieren [1]. In Ausnahmefällen reicht deshalb die vorgängige Entmagnetisierung der Komponenten alleine nicht aus, so dass sensible Schweißprozesse mit der vorgängig beschriebenen Gegenfeldmethode unterstützt werden müssen.
Entwicklungen im Bereich der Schweißtechnologie (AC-Verfahren, z.B. G-FCAW-AC, Tandem-Wire DC/AC) führen jedoch zunehmend zu stabileren Lichtbögen, so dass auch bei höheren magnetischen Feldstärken geschweißt werden kann [2].
Gesamtheitlich betrachtet bewirkt die hier beschriebene Methode Vorteile bezüglich anschließenden Schweißverfahren und zerstörungsfreien Prüfungen mit Wirbelstrom oder Röntgen, und sie reduziert die Anfälligkeit auf Magnetokorrosion [6, 7]. In Verbindung mit anschließenden nicht- bzw. schwach magnetisierenden Fertigungsverfahren werden diese Vorteile in die Endkonstruktion übernommen.
Maurer Magnetic AG hat die Entmagnetisierung von Teilkomponenten mit dem vorangehend beschriebenen Verfahren Entmagnetisierung durch Sinuspuls hoher Feldstärke und einer neuen Methodik mehrfach erfolgreich eingesetzt. Das Verfahren ist durch mehrere Patente geschützt.
Es eliminiert die Magnetisierung (Restmagnetismus) der kompletten Teilkomponenten.
Nicht verhindert wird, dass äußere Felder weiterhin magnetische Flüsse im Bauteil induzieren. Die Flussdichte ist abhängig von Material, Geometrie und der Feldstärke des anliegenden Feldes. In Extremfällen kann das induzierte Feld trotz vorheriger kompletter Entmagnetisierung Schweißprozesse immer noch stören.
Des Weiteren ist bekannt, dass insbesondere DC oder hybride DC/AC Schweißverfahren das Potential haben, Stahl wieder zu magnetisieren [1]. In Ausnahmefällen reicht deshalb die vorgängige Entmagnetisierung der Komponenten alleine nicht aus, so dass sensible Schweißprozesse mit der vorgängig beschriebenen Gegenfeldmethode unterstützt werden müssen.
Entwicklungen im Bereich der Schweißtechnologie (AC-Verfahren, z.B. G-FCAW-AC, Tandem-Wire DC/AC) führen jedoch zunehmend zu stabileren Lichtbögen, so dass auch bei höheren magnetischen Feldstärken geschweißt werden kann [2].
Gesamtheitlich betrachtet bewirkt die hier beschriebene Methode Vorteile bezüglich anschließenden Schweißverfahren und zerstörungsfreien Prüfungen mit Wirbelstrom oder Röntgen, und sie reduziert die Anfälligkeit auf Magnetokorrosion [6, 7]. In Verbindung mit anschließenden nicht- bzw. schwach magnetisierenden Fertigungsverfahren werden diese Vorteile in die Endkonstruktion übernommen.
Gerätemodule zur Entmagnetisierung von Teilkomponenten

Bei maximaler Stromstärke erzeugt ein Leistungsmodul MM DM 200 an drei Kabeln eine Leistung von ca. 60 kW. Diese maximale Leistung (ca. Faktor 30 höher als in den vorangehenden Verfahren 1), 2) und 3.1)) wird beim Pulsverfahren nur kurzzeitig während ein paar hundert Millisekunden verbraucht. Die mittlere Leistung beträgt bei einer Taktrate von eins bis zwei Pulsen pro Minute ca. 3 % bis 6 % der maximalen Leistung. Dadurch reduziert sich die thermische Belastung und somit die Erwärmung der Spule. Zu beachten ist, dass die kurzzeitige Maximalleistung vom Stromnetz bzw. vom Stromgenerator erbracht werden muss. Angeschlossen am Stromnetz reicht ein Drehstromanschluss 3 x 380 VAC... 480 VAC 50/60 Hz von 63 A aus (kurzzeitige Überlast von bis zu 200 A liegt innerhalb der Sicherungskennlinie).
Die hohe Feldstärke ermöglicht die Entmagnetisierung bei verhältnismäßig hohen Frequenzen (5...20 Hz) mit trotzdem ausreichender Eindringtiefe ins Material. Die hohe Frequenz erlaubt wiederum eine kurze Pulsdauer mit hoher Anzahl Umpolungen.
Ablauf der Entmagnetisierung

Zeitbedarf des Verfahrens
Der mehrfache Einsatz des Verfahrens hat eine hohe Produktivität bestätigt. Entscheidend für ein schnelles Vorankommen ist im Wesentlichen das Handling bzw. das Verschieben der Spule zwischen den Entmagnetisierpulsen. Bewährt hat sich das Handling der Spule mit einem Kran, bei der Entmagnetisierung von Rohren ist eine Rohr-Dreheinheit von Vorteil. Das optimale Handling richtet sich grundsätzlich nach dem vorliegenden Bauteil.Entmagnetisierung von 20 Konstruktionsrohren:
Durchmesser x Länge: 2500 mm x 7000 mm, Wandstärke: 20 mm und 40 mm, X52-Stahl:Verwendeter Spulendurchmesser ~1m. Anzahl Entmagnetisierpulse / Rohr: 7 x 7 Pulse = 49 Pulse zu 10 s. Mit Rohrwendeeinheit wird zwischen den Pulsen im Mittel ca. 30 s für das Handling der Spule gebraucht. Insgesamt ergibt sich eine Entmagnetisierungsdauer tE = 49 x 10 s + 49 x 30 s = 1960 s = 32,66 min. 20 Konstruktionsrohre können auf der Baustelle in 20 x 32,66 min = 653,2 min, also in ca. 11 h entmagnetisiert werden (Be- und Entladezeit der Rohre nicht einberechnet). Der Zeitraum zwischen der Entmagnetisierung, dem Transport und der endgültigen Verschweißung der Konstruktionsrohre betrug in diesem Beispiel mehrere Tage.
Entmagnetisierung von zwei Trägern:

Die Zeitdauer pro Puls beträgt 10 s, insgesamt ergeben sich 60 x 10 s = 600 s. Das Handling der Spule benötigt ca. 40 s im Mittel, 60 x 40 s = 2400 s. Insgesamt ergibt sich die Entmagnetisierungsdauer tE = 600 s + 2400 s = 3000 s = 50 min. Der Zeitraum zwischen der Entmagnetisierung, dem Transport und der endgültigen Verschweißung der Träger betrug mehrere Wochen. In beiden Beispielen ist bei der Entmagnetisierung und der Endmontage vor Ort keine Wiederaufmagnetisierung der Bauteile beobachtet worden.
Vorteile durch Entmagnetisierung von Teilkomponenten
- Das Verfahren bewirkt eine weitgehende Reduktion bzw. Elimination des Restmagnetismus im gesamten Materialgefüge.
- Die vollständige Entmagnetisierung des ferromagnetischen Gefüges wirkt sich von Vorteil auf das Phänomen der Magnetokorrosion durch Wasserstoffversprödung aus.
- Eine Wiederaufmagnetisierung ist ohne erneute Einwirkung von stärkeren Magnetfeldern, hohen Umformgraden bzw. nicht sachgemäßem Handling nicht möglich.
- In Versuchen wurde beobachtet, dass das Restmagnetismus-Niveau nach erfolgter Entmagnetisierung von alleine sogar noch weiter absinkt (insbesondere nach Transporten bzw. leichten Erschütterungen).
- Die Entmagnetisierung erhöht Produktivität und Qualität von nachfolgenden Prozessen wie dem Schweißen, der zerstörungsfreien Prüfung und dem Beschichten. Das Verfahren ist einfach zu beherrschen und erfordert keine besonderen Kenntnisse.
- Die Entmagnetisierung kann beim Komponentenlieferanten im Werk implementiert werden, wodurch eine konstant hohe Lieferqualität der Rohkomponenten sichergestellt wird.
- Das Verfahren lässt sich automatisieren.
Nachteile
Äußere Magnetfelder induzieren im Bauteil Magnetfelder. Nach der Entmagnetisierung liegen die Stellen mit den höchsten induzierten Magnetfeldern üblicherweise im Bereich 2 ... 10 Gauß an vorspringenden Kanten des Bauteils. Diese induzierten Restfelder können nur durch das vorangehend beschriebene Gegenfeld-Verfahren vollständig eliminiert werden.Fazit

Die vollständige Entmagnetisierung der Teilkomponenten vor dem Zusammenbau stellt eine gleichbleibende Qualität des Materials auf der Baustelle sicher und minimiert unnötige Prozessstörungen im Aufbau des Endproduktes.
Das Entmagnetisierverfahren von grossflächigen Objekten lässt sich bei Komponenten-Zulieferern oder an der endgültigen Baustelle manuell oder automatisiert einsetzen. Die Sinusfeld-Entmagnetisierung mit massiv höherer Leistung unterscheidet sich wesentlich von den bisher eingesetzten Verfahren und kennzeichnet sich durch Einfachheit, hohe Produktivität und Prozesssicherheit aus.
Die zusammengebaute Endkonstruktion kann bei Bedarf nochmals mit dem gleichen Verfahren komplett entmagnetisiert werden. Einerseits wird dadurch der Restmagnetismus im Material entfernt und andererseits wird dadurch ebenfalls das nach aussen wirkende, magnetische Streufeld (permanente magnetische Signatur) der Konstruktion, wesentlich verringert.
Über Maurer MagneticMaurer Magnetic ist Anbieter im Bereich der Entmagnetisierung. Das 1923 gegründete Handelsunternehmen für Magnetprodukte hat sich heute durch die eigenentwickelte, patentierte Technologie Maurer-Degaussing auf dem Markt etabliert. Ausgehend von Grüningen bei Zürich, CH, ist das Unternehmen weltweit tätig und beliefert namhafte Konzerne sowie mittelständische Industrieunternehmen. Die umfangreiche Produktpalette umfasst neben mobilen Entmagnetisierern (Bild 15) auch stationäre Hochleistungs-Entmagnetisierer (Bild 16) für die prozessfähige und produktive Entmagnetisierung z. B. von Einspritzkomponenten, Wälz- und Gleitlager, Teilen von Satelliten oder großen Behältern mit Schüttgut. Desweiteren stellt das Unternehmen spezielle Messtechnik für die einfache und schnelle Messung von Restmagnetismus her. Die Geräte werden in der Schweiz entwickelt und dort auch überwiegend produziert. |
Literatur
- [1] József Takács; Magnetism – A blow to welding; Welding & Metal Fabrication; 05.1999.
- [2] P. van Erk, D. Fleming; Combat old foes with new technology in LNG tank construction; The Lincoln Electric Company; 17.03.2012.
- [3] Svetsaren; Welding and Cutting Journal; Vol. 57 No. 2; ESAB; 2002.
- [4] R. J. Perry, Z. Paley; Effects associated with arc blow; Welding Journal; 09.1970.
- [5] K. R Suresh, P. Senthilmurugan; Demagnetization of residual magnetism in plates of odd shapes; Indian society for non-destructive testing; 12.2006.
- [6] Dr. D. Olson; Measurement of the effect of magnetism on hydrogen cracking susceptibility of pipeline steels; Colorado School of Mines; 0.3.2011.
- [7] Dr. D. Olson; An assessment of magnetization effects on hydrogen cracking for thick walled pipelines; Colorado School of Mines; 02.2006.
- [8] Dr. Otto Stemme; Magnetismus; Maxon Academy; 2004, Seite 87.
- [9] John Anderson; Around the pipe in 80 seconds; Engineerlive; Diverse-Technologies; 02.2013
- [10] Sóshin Chikazumi; Physics of Ferromagnetism; Oxford University Press; 1997, Seite 479.


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}