Die globale Erwärmung und die Erschöpfung der natürlichen Rohstoff- und Ölressourcen haben in den letzten Jahren zum Marktwachstum von Hybridfahrzeugen und Elektrofahrzeugen beigetragen. Die Verbesserung der Leistung und Effizienz dieser Fahrzeuge wird von schnelleren Ladezeiten und einer höheren Leistungsdichte der Fahrzeugkomponenten abhängen. Dabei ist für die Automobilindustrie die Frage, ob Harze das Teilentladungsverhalten und die Lebensdauer von Isoliersystemen beeinflussen, von großem Interesse.
Um diese Frage zu beantworten, wurde die Rolle von Harzen und ihr Einfluss auf die Lebensdauer von Isoliersystemen untersucht, indem die Systemleistung unter verschiedenen Bedingungen getestet wurde. Mit verschiedenen Materialien isolierte verdrillte Paare (Twisted Pairs, TPs) wurden nach entsprechenden Normen vorbereitet und mit Harzen imprägniert. Anschließend wurde die PDIV, Teilentladungs-Einsatzspannung (= Partial discharge inception voltage), die Kapazität und die Lebensdauer von Proben mit und ohne Harz bei Raum- und Hochtemperatur unter Wechselspannung und Impulsspannung gemessen.
Die Ergebnisse zeigen, dass die Hauptfaktoren, welche die Teilentladungs-Einsatzspannung von E-Drive-Motorisoliersystemen signifikant beeinflussen, die Dicke der Isolierung auf den Kupferdrähten und der Harzaufbau sind. Die Ergebnisse zeigen weiterhin, dass bei hoher Temperatur die Teilentladungseinsatzspannung und die Lebensdauer der Twisted Pairs auch durch das thermische Verhalten und die Chemie des Harzes beeinflusst werden.
Basis der Untersuchung
Eine Möglichkeit, den zukünftigen Anforderungen gerecht zu werden, ist die Erhöhung des Spannungsniveaus. Eine Erhöhung der Bordspannung von 400 V auf 800 V verringert beispielsweise die ohmschen Verluste bis zu 75 %, indem der Kupferquerschnitt auf 50 % und die Batterieladezeit von 40 min auf 15 min reduziert werden. Darüber hinaus werden die Schaltverluste im Antriebssystem von umrichtergespeisten Motoren durch die Erhöhung der Spannungsanstiegsgeschwindigkeit auf bis zu 50 kV/µs durch den Einsatz von schnellen Siliziumkarbid-Halbleitern (SiC) verringert. Kurze Anstiegszeiten und eine hohe Spannungsamplitude verursachen eine ungleichmäßige Spannungsverteilung und Überspannung in den Wicklungen, wodurch das Windungsisoliersystem enorm belastet wird.
Diese Spannungen wiederum erzeugen selbst in Niederspannungs-Isoliersystemen lokal hohe elektrische Feldstärken und damit Teilentladungen, die zu einem vorzeitigen Versagen der Isolierung führen. Die RPDIV, repetierende Teilentladungs-Einsatzspannung, wurde gemäß IEC TS 61934 [1] und die PDIV bei 50 Hz Wechselspannung nach IEC 60270 [2] gemessen und verglichen. Darüber hinaus wurden Spannungsdauertests (VETs = voltage endurance tests) mit hochfrequenten Rechteckimpulsen, schnellen Anstiegszeiten und hohen Temperaturen durchgeführt.



Drahtisolierung, Teilentladung und Lebensdauer
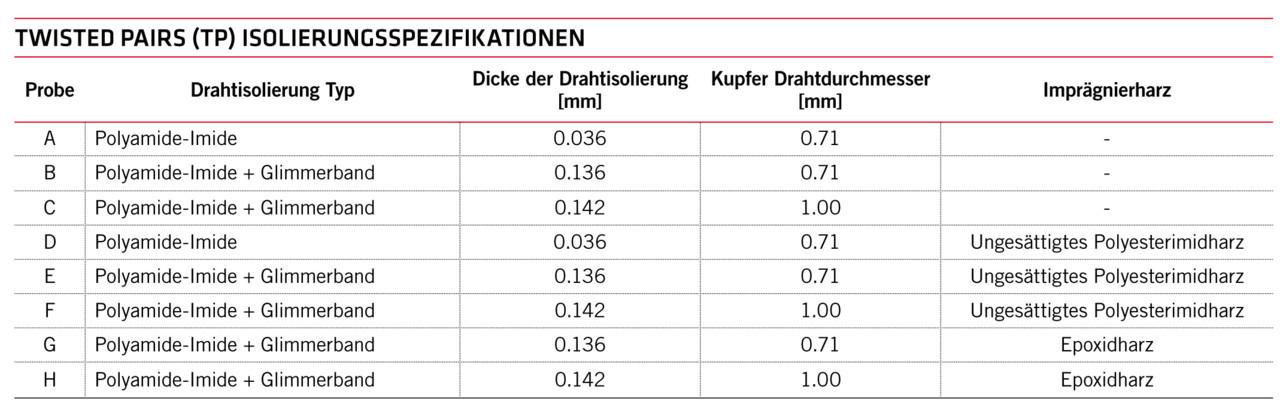
Die Teilentladungsaktivität wirkt sich nachteilig auf die Haltbarkeit und Lebensdauer von Isoliermaterialien aus. Im Allgemeinen hängen die Teilentladungen von der elektrischen Feldstärke und der Paschen-Kurve (Luftdruck und Isolierdicke) ab. Darüber hinaus zeigten Dakin u.a. [3], dass die PDIV vom Verhältnis von Isolierdicke (d) und Dielektrizitätskonstante (εr) abhängt (d /εr). Um die Rolle dieser Faktoren zu beurteilen, wurden Twisted-Pair-Proben mit verschiedenen Isoliermaterialien, Isolierdicken und Kupferdrahtdurchmessern hergestellt (Tabelle 1). Die Isolierung des Drahttyps A ist als Isolierungsgrad 2 bekannt. Die Isolierschichten der Proben B und C bestanden aus emailliertem Polyamid-Imid (Grad 2) und einlagig bewickeltem PET-Glimmerband mit 50 % Überlappung (Samica Shield). Die verdrillten Paare wurden gemäß IEC 60034-18-41 [4] mit einer Verdrillungslänge von 125 mm hergestellt (Tabelle 2).

![Tabelle 2: Gemäß IEC 60034-18-41 [4] wurden die verdrillten Paare mit einer Verdrillungslänge von 125 mm hergestellt](/file/format/95754/textPictureFull/018eca/EMA_2020_11-12_Werkstoffe_tabelle2.jpg "Tabelle 2: Gemäß IEC 60034-18-41 [4] wurden die verdrillten Paare mit einer Verdrillungslänge von 125 mm hergestellt")
Die Teilentladungseinsatzspannung (PDIV) der Probe A ist viel niedriger als die der Proben B und C (Bild 1), weil die Drahtisolierung weniger dick ist. Obwohl die Dielektrizitätskonstante der Proben B und C (im Bereich von 5) höher ist als die der Probe A, hat die Isolierdicke einen größeren Einfluss auf die PDIV. Die RPDIV-Ergebnisse zeigen dasselbe Verhalten (Bild 2) und entsprechend höhere Werte im Vergleich zur PDIV aufgrund der TE-Bildungszeit (TE = Teilentladung) und der Unterschiede in der Anstiegsgeschwindigkeit der angelegten Spannung bei Puls und den AC-Messungen [5].
Um den Einfluss der Isolierdicke und des Kupferdrahtdurch messers auf die Isolierfestigkeit zu bewerten, wurden Spannungsdauertests (VETs) mit Pulsen von 30 ns Anstiegszeit, 10 μs Pulsbreite und 20 kHz Wiederholrate an den TPs bei 180°C durchgeführt (Bild 3). Die Ergebnisse stimmten mit zuvor erhaltenen PDIV- und RPDIV-Werten überein. Die Proben B und C zeigten im Vergleich zu Probe A höhere Lebensdauern aufgrund der größeren Isolierfestigkeit und der reduzierten elektrischen Feldstärke zwischen den Drähten.
Harz, Teilentladung und Lebensdauer
Um den Einfluss des Harzes auf die Teilentladung (TE) und das Lebensdauerverhalten zu analysieren, wurden zwei verschiedene Arten von Harzen auf Epoxid- und Polyesterimidbasis ausgewählt. Die TPs wurden zweifach tauchimprägniert, bei geeigneten Temperaturen gehärtet und anschließend die PDIV und RPDIV gemessen (Tabelle 1). Nach der Imprägnierung und Aushärtung sollte das Harz den gesamten Raum zwischen den Drähten sowie die Drahtoberfläche bedecken. Es ist jedoch möglich, dass die Beschichtung nicht vollständig ist und manchmal kleine Luftblasen auftreten. Die PDIV der mit Harz auf Polyesterimidbasis behandelten Proben (Proben D, E und F, Bild 4) zeigt einen Anstieg von 90 % bis 100 % im Vergleich zu den Proben ohne Harz, der Proben A, B und C (Bild 1). Die RPDIV der imprägnierten Proben zeigt einen mehr als 100%-igen Anstieg (Bild 5) im Vergleich zu den Proben ohne Imprägnierung (Bild 2)



Um den Einfluss des Harztyps auf die TE und das Lebensdauerverhalten zu beurteilen (Bild 6), wurden TPs mit Polyamid-Imid- und Glimmerisolierung (0,71 mm bzw. 1,00 mm Kupferdurchmesser) mit Epoxidharz imprägniert (Tabelle 1). Es gibt keinen signifikanten Unterschied zwischen der PDIV und der
RPDIV der Proben mit Harz auf Epoxid- und Polyesterbasis (Bilder 7 und 8). Die Abweichung könnte auf einen leichten Unterschied zwischen den Permittivitäten der Harze bei Raumtemperatur zurückzuführen sein.
Bei hoher Temperatur ist die Permittivität des verwendeten Epoxidharzes größer als die des Harzes auf Polyesterimidbasis, während die Dicke des Epoxidharzes in den TPs nach der Imprägnierung (Harzaufbau) größer ist als die des Harzes auf Polyesterimidbasis. Folglich ist das Verhältnis von Isolierdicke zu Dielektrizitätskonstante (d/εr) des Epoxidharzes höher als das des Polyesterharzes, was zu einer längeren Lebensdauer der Probe G im Vergleich zur Probe E führt (Bild 9).



Außerdem wurde auch der Einfluss der Permittivität bei hoher Temperatur und des Harzaufbaus auf die TE-Aktivität untersucht (Bild 10). Bei Raumtemperatur unterscheiden sich die Dielektrizitätskonstanten nicht signifikant. Die mikroskopischen Fotos (Bild 11), die nach der Imprägnierung aufgenommen wurden, zeigen zudem, dass die Dicke von Harz B (Aufbau) offensichtlich höher ist als die von Harz A.
Der Wert von d /εr für Harz A ist auch bei hoher Temperatur größer als der von Harz B, was sich auf das TE-Verhalten der imprägnierten TPs auswirkt. Bei Raumtemperatur ist die RPDIV der Proben von Harz A beträchtlich niedriger als die der mit Harz B behandelten TPs. Eine Erhöhung der Temperatur führt zu einem d /εr-Wert, der für Harz B höher ist als für Harz A aufgrund des größeren Harzaufbaus, selbst bei höherer Permittivität (Bild 12). Daher ist die RPDIV der mit Harz B imprägnierten TPs bei 155 °C immer noch höher als die der mit Harz A behandelten TPs.



Zusammenfassung
Die neue Generation von Schaltgeräten stellt durch steilflankige Impulse eine enorme elek-trische Belastung für Isoliersysteme dar. Diese Belastungen können das Risiko von Teilentladungsaktivität selbst in 400-Volt-Systemen erhöhen. Darüber hinaus erhöht die größere Bordspannung, die für schnellere Ladezeiten von Elektrofahrzeugen erforderlich ist, ebenfalls die elektrischen Belastungen. Isolierte Drähte, Nutpapiere und Imprägnierharze sind die entscheidenden Komponenten des Isoliersystems in umrichtergespeisten Antrieben. Aus diesem Grund ist der Einfluss jeder Komponente auf das Teilentladungsverhalten und die Haltbarkeit des Isoliersystems zu untersuchen.
Die hier beschriebenen Ergebnisse zeigen, dass eine größere Isolierungsdicke die elektrische Feldstärke zwischen den Drähten verringern kann, was zu einer höheren PDIV führt. Die PDIV verringert jedoch den Kupferfüllfaktor der Nut. Eine Imprägnierung erhöht die PDIV und RPDIV bis auf das Zweifache. Harzspezifikationen wie die Dielektrizitätskonstante bei verschiedenen Temperaturen und Dicken des Harzes auf den Drähten (Harzaufbau) nach der Imprägnierung und ihr Verhältnis (d /εr) beeinflussen die Teilentladungsaktivität. Harz A zeigt eine nahezu konstante Dielektrizitätskonstante bei steigender Temperatur. Der Harzaufbau dieses Materials ist jedoch sehr niedrig. Die Zugabe von Füllstoff könnte den Harzaufbau erhöhen und die Leistung des Harzes bei hohen Temperaturen verbessern.
Die Marke »Dolph’s« entwickelt Imprägnier- und Vergussharze für die effiziente und sichere Isolierung von elektrischen und elektronischen Bauteilen und Überzugslacke für den Schutz vor Umwelteinflüssen und mechanischer Abnutzung von Bauteilen in Niederspannungsanwendungen. Hier ein kleiner geschichtlicher Überblick:
- Das 1910 von John C. Dolph gegründete Unternehmen positionierte sich von Anfang an als technologischer Pionier. Dolph’s war nach eigenen Angaben das erste Unternehmen, das ölbasierte Lacke für elektronische Anwendungen auf den Markt brachte.
- In den 1930er Jahren schuf Dolph’s mit der Synthite-Produktreihe das erste wärmehärtende Harz, das noch heute bei Luft-trocknungsverfahren verwendet wird.
- In den 1950er Jahren wurde »Hi-Therm«, ein Phenolharzlack auf Polyesterbasis, zusammen mit der Dolphon-Produktreihe auf Epoxidbasis entwickelt. Die Hi-Therm-Produktreihe eignet sich für Elektromotoren und Transformatoren, die einer hohen thermischen Belastung ausgesetzt sind.
- Mit »Dolphon« hat man erfolgreich seine erste umweltfreundliche Harzserie auf den Markt gebracht. In diesen frühen Tagen des Umweltbewusstseins wurde Dolphon mit weniger Lösungsmitteln hergestellt als andere Produkte auf dem Markt. Es eignet sich insbesondere für Anwendungen, die eine hohe chemische Beständigkeit erfordern (z.B. Freon-Anwendungen, Hermetik und Kältetechnik). Beide Produktlinien sind auch heute noch erhältlich, obwohl sie in der Zwischenzeit weiter verbessert wurden und heute völlig lösungsmittelfrei sind.
- In den 1960er Jahren wurde das bekannte »Dolph’s Spray« als weltweit erster sprühbarer Überzugslack in Sprühdosen auf den Markt gebracht. Lösungsmittelfreie Harze und wasserlösliche Lacke folgten in den 1970er und 1980er Jahren.
- Als eines der ersten Unternehmen der Branche führte Dolph’s ein Produktportfolio »grüner«, umweltfreundlicher Harze ein und ersetzte gesundheits- und/oder umweltschädliche Harze, die Lösungsmittel enthielten, durch unschädliche Inhaltsstoffe. Heute bietet die Marke völlig emissionsfreie (VOC-freie), monomer- sowie kennzeichnungsfreie Harze mit nahezu keinen Emissionen an. Diese Harze ermöglichen zudem eine Aushärtung in kurzer Zeit (weniger als eine Stunde), was den Herstellungsprozess verkürzt und die Kosten für ein Abgassystem oder einen Katalysator einspart.
Literaturhinweise
- [1] Electrical Insulating Materials and Systems – Electrical Measurement of Partial Discharges (PD) under Short Rise Time and Repetitive Voltage Impulses, IEC TS 61934, 2011.
- [2] High-Voltage Test Techniques – Partial Discharge Measurements, IEC 60270, 2000.
- [3] T. W. Dakin, H. M. Philofsky, and W. C. Divens, »Effect of electric discharges on the breakdown of solid insulation«, Trans. Amer. Inst. Electr. Eng., vol. 73, pp. 155–162, May 1954.
- [4] Rotating Electrical Machines – Part 18-41: Partial Discharge Free Electrical Insulation Systems (Type I) Used in Rotating Electrical Machines Fed From Voltage Converters – Qualification and Quality Control Test, IEC 60034-18-41, 2014.
- [5] D. Esmaeil Moghadam, J. Speck, and S. Großmann, »Frequency and waveform effects on the turn insulation life time«, 19th International Symposium on High Voltage Engineering (ISH-2015), Pilsen, Czech Republic, 2015.
Sollte es Probleme mit dem Download geben oder sollten Links nicht funktionieren, wenden Sie sich bitte an kontakt@elektro.net




{kind=link}