Die rasante Entwicklung von immer leistungsfähigeren elektrischen Bauelementen und Betriebsmitteln in immer kompakteren Bauweisen ist mit der Verbesserung der Eigenschaften von Isolationssystemen insbesondere in Bezug auf die elektrische, thermische, chemische und mechanische Belastung verbunden. Das weite Spektrum von Isolierwerkstoffen in elektrischen Komponenten und Betriebsmitteln besteht aus gasförmigen, flüssigen und festen Isolierstoffen. Zu den festen Isolierwerkstoffen gehören organische und anorganische Werkstoffe sowie Kunststoffe (z.B. Polymere). Die mineralisch gefüllten und glasfaserverstärkten Kunststoffe gehören zu den Verbund- oder Kompositwerkstoffen und bestehen aus mindestens zwei Komponenten: einem matrixbildenden organischen Polymerwerkstoff und einem anorganischen Füll- bzw. Verstärkungsstoff.
Als eine der Ursachen für die schädigende Spannungsüberhöhung ist die Überlagerung der reflektierenden Spannungswelle mit der Versorgungsspannung aufgrund des Impedanzunterschiedes zwischen Kabel und Maschine zu nennen. Die rechteckförmige Betriebsspannung mit hohen Schaltfrequenzen erzeugt hohe Spitzenpegel und steile Anstiegsflanken (du/dt), die zusammen zur Erzeugung von Teilentladungen und beschleunigter Alterung von Isolationssystemen führen. Die Lackdrahtisolierungen von Asynchronmotoren werden dabei mit der bis zu zweifachen Zwischenkreisspannung beansprucht.
Auch bei der Überwachung der Produktqualität in der Fertigung durch die Typ- und Stückprüfung und zur Lebensdauerabschätzung von Isolationssystemen spielt die Teilentladungs-Messtechnik und -Diagnostik eine immer bedeutendere Rolle. Die steigenden Anforderungen an feste Isolationssysteme von elektronischen und elektrischen Komponenten beziehungsweise Betriebsmitteln mit kompakter Bauweise und bei steigenden Schaltfrequenzen der Halbleiter (IGBT, Siliziumcarbid (SiC) oder Galliumnitrid (GaN), Power- MOSFET) erfordern den Einsatz teilentladungsfreier / teilentladungsfester Isoliermaterialien bzw. Verbundwerkstoffe. Dies gilt insbesondere für elektrische Komponenten in drehzahlverstellbaren Antrieben für Bahn, Elektrofahrzeuge oder Anwendungen im Bereich der Energietechnik z. B. Solar- und insbesondere Offshore-Windparks.
Als eine der Ursachen für die schädigende Spannungsüberhöhung ist die Überlagerung der reflektierenden Spannungswelle mit der Versorgungsspannung aufgrund des Impedanzunterschiedes zwischen Kabel und Maschine zu nennen. Die rechteckförmige Betriebsspannung mit hohen Schaltfrequenzen erzeugt hohe Spitzenpegel und steile Anstiegsflanken (du/dt), die zusammen zur Erzeugung von Teilentladungen und beschleunigter Alterung von Isolationssystemen führen. Die Lackdrahtisolierungen von Asynchronmotoren werden dabei mit der bis zu zweifachen Zwischenkreisspannung beansprucht.
Auch bei der Überwachung der Produktqualität in der Fertigung durch die Typ- und Stückprüfung und zur Lebensdauerabschätzung von Isolationssystemen spielt die Teilentladungs-Messtechnik und -Diagnostik eine immer bedeutendere Rolle. Die steigenden Anforderungen an feste Isolationssysteme von elektronischen und elektrischen Komponenten beziehungsweise Betriebsmitteln mit kompakter Bauweise und bei steigenden Schaltfrequenzen der Halbleiter (IGBT, Siliziumcarbid (SiC) oder Galliumnitrid (GaN), Power- MOSFET) erfordern den Einsatz teilentladungsfreier / teilentladungsfester Isoliermaterialien bzw. Verbundwerkstoffe. Dies gilt insbesondere für elektrische Komponenten in drehzahlverstellbaren Antrieben für Bahn, Elektrofahrzeuge oder Anwendungen im Bereich der Energietechnik z. B. Solar- und insbesondere Offshore-Windparks.
Was ist eine Teilentladung?
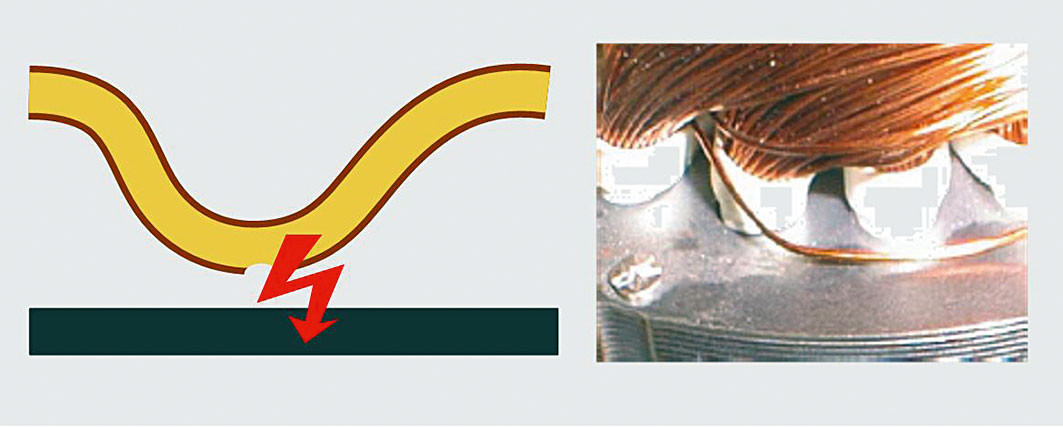
Die EN 60270 (VDE 0434) definiert die Teilentladung (TE) als eine »örtlich beschränkte elektrische Entladung, welche die Isolierung zwischen Leitern nur teilweise überbrückt und welche angrenzend an einen Leiter auftreten kann, aber nicht muss« (Bild 1).
Für die Qualitätskontrolle des Isolationssystems von elektronischen oder elektrischen Komponenten können Kurzzeit-TE-Messungen als zerstörungsfreie Prüfverfahren herangezogen werden. Auch bei Applikationen im Niederspannungsbereich (Transformatoren, Elektromotoren, Sensoren, Spannungs- und Stromwandler) können Teilentladungen vorkommen. Hierbei handelt es überwiegend um innere Teilentladungen, die infolge der stetigen Zersetzung des Isolationsmaterials eine beschleunigte Alterung und damit Schwächung bzw. Ausfall des Isolationssystems verursachen.
Für die Erzeugung von Teilentladungen müssen die folgenden Bedingungen erfüllt sein:
Für die Erzeugung von Teilentladungen müssen die folgenden Bedingungen erfüllt sein:
- ein freies Startelektron
- eine ausreichend hohe elektrische Feldstärke muss vorhanden sein, um dieses Elektron zu beschleunigen und eine Ionisierung zu verursachen.
- durch klassisch elektrische TE-Messung entsprechend der EN 60270
- TE-Spitzenwert-Auswertung, Integration im Zeitbereich
- Kurvenformanalyse der Impulsantwort bei Stoßspannungsprüfung
- die elektromagnetische Messmethode UHF
- akustische TE-Detektion
- Messungen mit Ultraschall-Sensoren.
Aus der klassischen Hochspannungsprüfung mit Wechselspannung ist der typische »volle Durchschlag« bekannt. Elektrische Maschinen werden meistens wie folgt bewertet: Die Maschine darf keinen Durchschlag haben, bzw. es darf »nicht zu viel Ableitstrom« fließen. Die Beurteilung, was zu viel Strom bei der Hochspannungsprüfung ist, lässt sich schon nicht mehr ganz so einfach beantworten.
In der Produktion kann man anhand von Vergleichsmessungen den maximal zulässigen Hochspannungsstrom ermitteln und vorgeben. Bei der Reparatur liegt dem Anwender dieser Stromgrenzwert in der Regel aber nicht vor. Abhängig von der Kapazität der Isolation in der Maschine, ist der Strom bei kleineren elektrischen Maschinen niedrig und bei größeren entsprechend höher.
Häufig hat der erfahrene Praktiker das Gefühl dafür, dass bei der Maschine eventuell zu viel Ableitstrom fließt und/oder es zu Knistergeräuschen während der Hochspannungsprüfung kommt. In solchen Fällen erfolgt kein voller Durchschlag, sondern es kommt zu Teilentladungseffekten. Diese gilt es nun zuverlässig zu messen und auszuwerten.
Bei einer Teilentladung findet im Sinne des Wortes »Teil…«, nur ein Durchschlag in einem Teilbereich der Isolation statt. Dieser Teilbereich ist eine partielle Isolationsschwäche oder ein qualitativ mangelhaft gefertigter Bereich in einem Teil der elektrischen Maschinen. Diese Schwachstelle wird während des Betriebs des Elektromotors oder während der Hochspannungsprüfung über Gebühr belastet. Die Schwachstelle kann dieser erhöhten Belastung nicht widerstehen und in dem Teilbereich kommt es infolgedessen zu einem Teildurchschlag. Dieser Teildurchschlag wird als Teilentladung bezeichnet. Die restliche verbleibende Isolierung kann der erhöhten Spannungsbelastung allerdings noch widerstehen, so dass es nicht zu einem Volldurchschlag kommt.
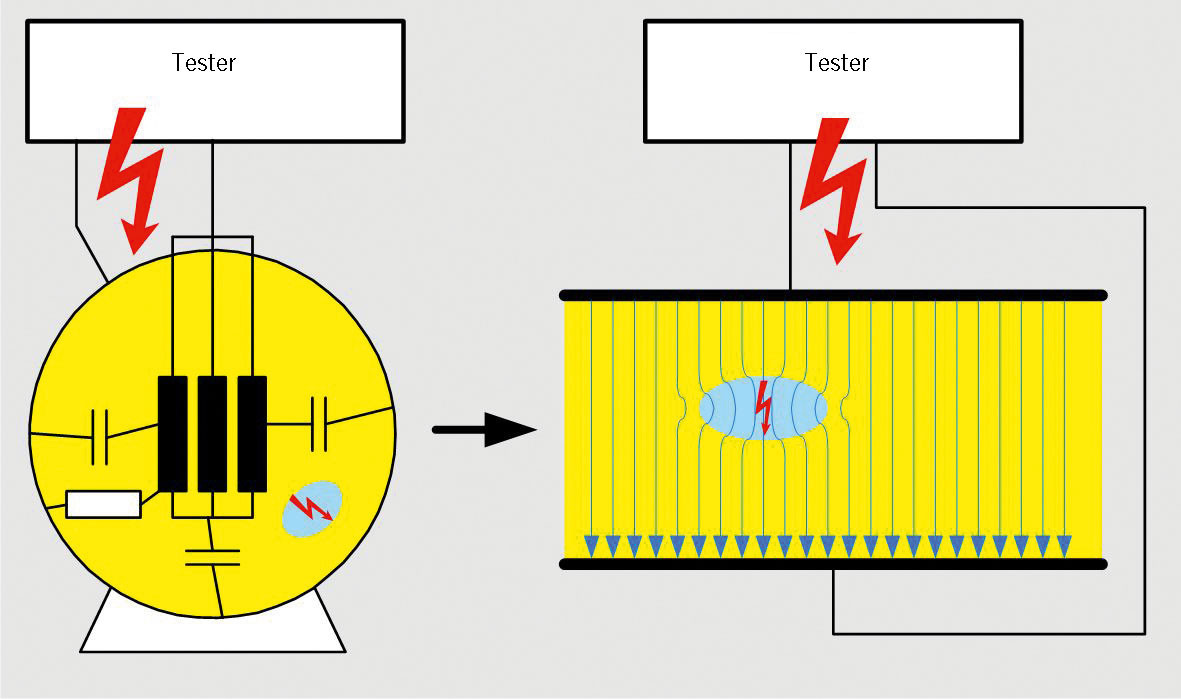
Bild 3 verdeutlicht den prinzipiellen Aufbau der Isolation. Zwischen zwei elektrischen Leitern (z. B. Wicklung und Blechpaket oder Leiter und Leiter) ist die Hochspannung angelegt. Die elektrischen Leiter sind durch die Isolierung voneinander getrennt. Die Isolierung kann im vollkommen homogenen Fall wie ein großer Kondensator (CISO) verstanden werden. Durch einen Mangel in der Isolation kann es aber räumliche Bereiche geben, die lokal durch eine hohe elektrische Feldstärke überbelastet sind (CLuft). Dies soll der mittlere Teil der Grafik zeigen. In diesem überbelasteten Teilbereich kommt es zur Teilentladung.
In der Produktion kann man anhand von Vergleichsmessungen den maximal zulässigen Hochspannungsstrom ermitteln und vorgeben. Bei der Reparatur liegt dem Anwender dieser Stromgrenzwert in der Regel aber nicht vor. Abhängig von der Kapazität der Isolation in der Maschine, ist der Strom bei kleineren elektrischen Maschinen niedrig und bei größeren entsprechend höher.
Häufig hat der erfahrene Praktiker das Gefühl dafür, dass bei der Maschine eventuell zu viel Ableitstrom fließt und/oder es zu Knistergeräuschen während der Hochspannungsprüfung kommt. In solchen Fällen erfolgt kein voller Durchschlag, sondern es kommt zu Teilentladungseffekten. Diese gilt es nun zuverlässig zu messen und auszuwerten.
Bei einer Teilentladung findet im Sinne des Wortes »Teil…«, nur ein Durchschlag in einem Teilbereich der Isolation statt. Dieser Teilbereich ist eine partielle Isolationsschwäche oder ein qualitativ mangelhaft gefertigter Bereich in einem Teil der elektrischen Maschinen. Diese Schwachstelle wird während des Betriebs des Elektromotors oder während der Hochspannungsprüfung über Gebühr belastet. Die Schwachstelle kann dieser erhöhten Belastung nicht widerstehen und in dem Teilbereich kommt es infolgedessen zu einem Teildurchschlag. Dieser Teildurchschlag wird als Teilentladung bezeichnet. Die restliche verbleibende Isolierung kann der erhöhten Spannungsbelastung allerdings noch widerstehen, so dass es nicht zu einem Volldurchschlag kommt.
Bild 3 verdeutlicht den prinzipiellen Aufbau der Isolation. Zwischen zwei elektrischen Leitern (z. B. Wicklung und Blechpaket oder Leiter und Leiter) ist die Hochspannung angelegt. Die elektrischen Leiter sind durch die Isolierung voneinander getrennt. Die Isolierung kann im vollkommen homogenen Fall wie ein großer Kondensator (CISO) verstanden werden. Durch einen Mangel in der Isolation kann es aber räumliche Bereiche geben, die lokal durch eine hohe elektrische Feldstärke überbelastet sind (CLuft). Dies soll der mittlere Teil der Grafik zeigen. In diesem überbelasteten Teilbereich kommt es zur Teilentladung.
Die Folge dieser Teilentladung ist eine langsame, aber stetige Zerstörung der noch funktionsfähigen Bestandteile des Isoliersystems. Genau nach dem Prinzip »Steter Tropfen höhlt den Stein«, führen die permanenten Teilentladungen kontinuierlich zur Vergrößerung der schadhaften Stelle. Dies endet zwangsläufig damit, dass bald auch die bis dahin noch funktionsfähige Isolierung der Belastung nicht mehr widerstehen kann, und es zu einem Volldurchschlag und somit zur Zerstörung der elektrischen Maschine kommt. Das Ziel sollte es also immer sein, möglichst keine Teilentladung in der elektrischen Maschine zu haben. Es ist oft nur eine Frage der Zeit, bis auch geringe Teilentladungen eine Maschine zerstören.
Die Teilentladung ist ein spannungsabhängiger, physikalischer Effekt. Mit immer höher werdender Spannung tritt irgendwann auch immer Teilentladung auf. Die Frage ist nur, wie hoch die Prüfspannung zu wählen ist. Die Antwort liegt in der Anwendung der elektrischen Maschine. Davon abhängig ist die Prüfspannung für die Teilentladung zu wählen.
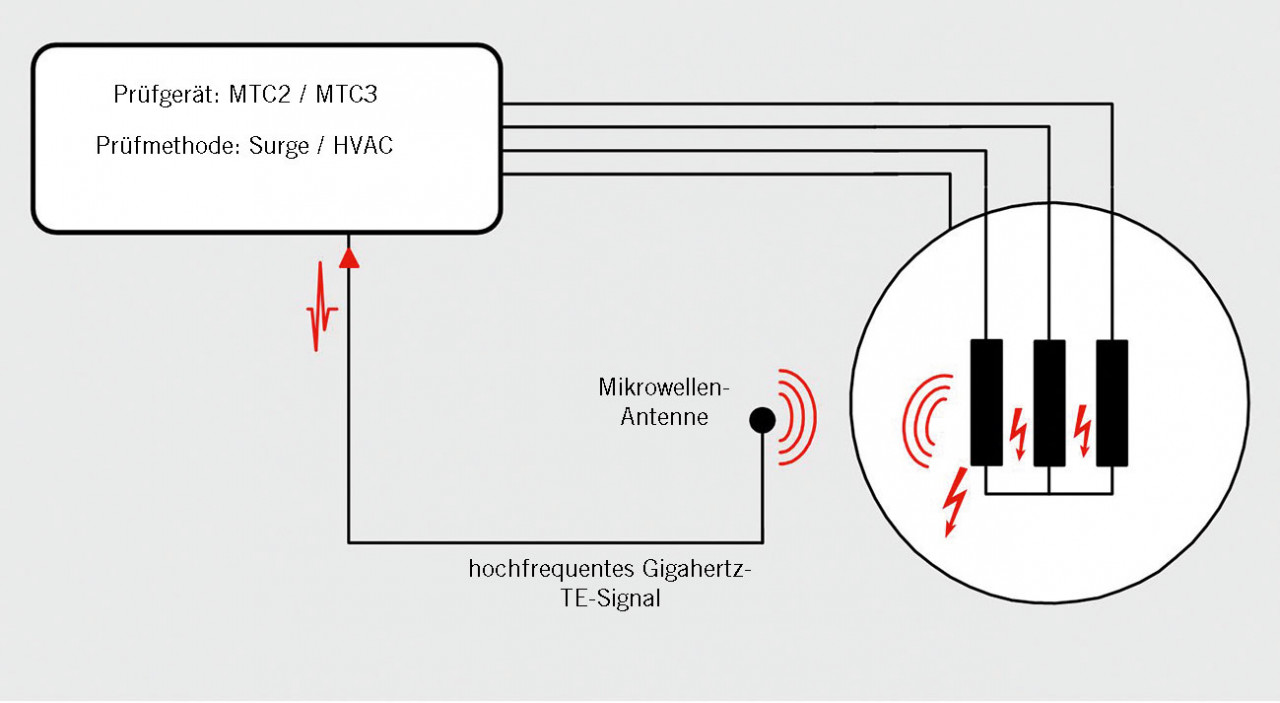
Die Firma Schleich beispielsweise verwendet schon seit vielen Jahren die Stromimpuls- als auch die hochfrequente Antennenmessung (Bild 1). Beide Messverfahren haben Vor- und Nachteile. Man kann nicht sagen, dass ein Messverfahren dem anderen prinzipiell überlegen ist:
Neben mangelnder Imprägnierung können Hohlräume unter anderem durch unvollständig entgaste Imprägnier- oder Gießharze bzw. durch chemische Nebenreaktionen beim Vorhandensein von Feuchtigkeit entstehen. Durch mechanische Spannung oder Versprödung kann es zu einer Ablösung zwischen Draht und Isolierung als auch zu einer ungenügenden Haftung kommen. Verunreinigungen aller Art, eingebracht während der Fertigung, aber auch während des Betriebes im Feld, können zu Teilentladungen führen. Solche Verunreinigungen sind leitfähige Partikel wie Bürstenabrieb, Staub und Salzablagerungen (Offshore), welche speziell in Kombination mit Feuchte leitfähige Belege bilden. Dies kann in weiterer Folge die Ursache von äußeren Teilentladungen sein und schlimmstenfalls zu einem elektrischen Durchschlag führen.
Weitere Einflussfaktoren für TE sind vom Umrichter erzeugte Spannungspulse. Diese können auch als Wanderwellen die Verbindungskabel zwischen Umrichter und Motor durchlaufen. Da sie an der Motorwicklung reflektiert werden, kann es in Abhängigkeit von der Kabellänge zu Spannungsüberhöhungen z. B. an den Motorklemmen kommen.
Ein Umkehrschluss, also die Verdopplung der Lebensdauer durch Betrieb bei 10 K niedrigerer Temperatur ist leider durch die weiteren Einflussfaktoren nicht immer möglich. Mit der Alterung des Isolierstoffes einher geht eine niedriger werdende Spannungsfestigkeit.
Im schlimmsten Fall kann die Grenze der TE-Einsetzspannung erreicht werden, was zu dauerhaften Teilentladungen und damit zum Ausfall des Isolationssystems führt. Bei der Entwicklung eines Gerätes müssen neben den primären elektrischen Anforderungen auch die Umweltanforderungen an Isolationssysteme berücksichtigt werden.
Die Teilentladung ist ein spannungsabhängiger, physikalischer Effekt. Mit immer höher werdender Spannung tritt irgendwann auch immer Teilentladung auf. Die Frage ist nur, wie hoch die Prüfspannung zu wählen ist. Die Antwort liegt in der Anwendung der elektrischen Maschine. Davon abhängig ist die Prüfspannung für die Teilentladung zu wählen.
Die Firma Schleich beispielsweise verwendet schon seit vielen Jahren die Stromimpuls- als auch die hochfrequente Antennenmessung (Bild 1). Beide Messverfahren haben Vor- und Nachteile. Man kann nicht sagen, dass ein Messverfahren dem anderen prinzipiell überlegen ist:
- Das Messverfahren der Stromimpulsmessung hat den Nachteil, dass es manchmal durch externe Störeinflüsse beeinträchtig werden kann. Dadurch kann scheinbar Teilentladung an einer elektrischen Maschine vorliegen, aber die Messtechnik wird durch externe Störer in die Irre geführt. Daraus kann sich dann möglicherweise eine Fehlinterpretation der scheinbar gemessenen Teilentladung ergeben. Dieser Nachteil lässt sich durch spezielle Filter stark reduzieren, aber ganz eliminierbar ist er von Fall zu Fall nicht.
- Die Hochfrequenzmessung der elektromagnetischen Welle mittels einer speziellen Antenne hat den Vorteil, dass abhängig vom sinnvoll gewählten sehr hohen Frequenzbereich, die Störeinflüsse von externen Störern nicht mehr vorhanden bzw. deren Auswirkungen reduziert sind (Bild 2).
Teilentladungstypen
Teilentladungen werden in zwei Hauptgruppen aufgeteilt:- Äußere und Oberflächen-Teilentladungen – hierbei handelt es sich um Korona-, Glimm- und Gleit-Entladung, impulslose Teilentladung, Trichel-Impulse an Elektroden mit ausreichend hoher Krümmung, die sowohl in Gasen als auch auf Oberflächen von Feststoffisolierungen auftreten. Äußere TE können in Isolationssystemen von Niederspannungsanwendungen vorkommen, sind aber konstruktionsbedingt eher selten.
- Innere Teilentladungen – dies sind Hohlraum- bzw. Gasentladungen, die in einem Feststoff- und/oder Flüssigdielektrikum vorkommen. In den meisten Fällen besteht das Isolationssystem eines elektrischen Gerätes aus mehreren dielektrischen Stoffen. Daher ist die Erhöhung der Feldstärke in dem Isolierstoff mit niedriger Dielektrizitätskonstante bei der Dimensionierung des Isolationssystems zugrunde zu legen. In elektrischen Betriebsmitteln treten i. d. R. Mischformen von Teilentladungen auf.
Ursache von Teilentladungen
Teilentladungen entstehen, wenn die Durchschlagsfeldstärke des Dielektrikums, aufgrund unterschiedlicher lokaler Feldstärken oder unterschiedlicher lokaler Spannungsfestigkeiten, punktuell überschritten wird, und dadurch ein partieller Zusammenbruch des Isolationssystems erfolgt. Startvoraussetzung ist auch, dass die Spannung über dem Niveau der jeweiligen TE-Einsetzspannung liegt. Eine homogene Feldverteilung ist i. d. R. in einer Anwendung nicht gegeben, da Isolierstoffe mit unterschiedlichen Dielektrizitätskonstanten kombiniert werden. Hinzu kommen Variationen in der Verarbeitung. Ursachen von Teilentladungen können das Vorhandensein von Fehlstellen (Hohlräume) im Isolationssystem, eine Alterung des Isolationssystems oder eine anordnungsbedingte, starke Inhomogenität des elektrischen Feldes sein.Neben mangelnder Imprägnierung können Hohlräume unter anderem durch unvollständig entgaste Imprägnier- oder Gießharze bzw. durch chemische Nebenreaktionen beim Vorhandensein von Feuchtigkeit entstehen. Durch mechanische Spannung oder Versprödung kann es zu einer Ablösung zwischen Draht und Isolierung als auch zu einer ungenügenden Haftung kommen. Verunreinigungen aller Art, eingebracht während der Fertigung, aber auch während des Betriebes im Feld, können zu Teilentladungen führen. Solche Verunreinigungen sind leitfähige Partikel wie Bürstenabrieb, Staub und Salzablagerungen (Offshore), welche speziell in Kombination mit Feuchte leitfähige Belege bilden. Dies kann in weiterer Folge die Ursache von äußeren Teilentladungen sein und schlimmstenfalls zu einem elektrischen Durchschlag führen.
Weitere Einflussfaktoren für TE sind vom Umrichter erzeugte Spannungspulse. Diese können auch als Wanderwellen die Verbindungskabel zwischen Umrichter und Motor durchlaufen. Da sie an der Motorwicklung reflektiert werden, kann es in Abhängigkeit von der Kabellänge zu Spannungsüberhöhungen z. B. an den Motorklemmen kommen.
Einflüsse auf die Lebensdauer von Isolationssystemen
Die beschleunigte Alterung durch Teilentladungen wird durch die sogenannten sekundären Faktoren stark beeinflusst:- Spannungsüberhöhungen
- Umgebungstemperatur
- Spannungsgradient du/dt
- Schaltfrequenz der Spannung
- Feuchtigkeit
- Kriechwegbildung
- UV-Belastung durch TE
- Ozonbildung durch TE.
Ein Umkehrschluss, also die Verdopplung der Lebensdauer durch Betrieb bei 10 K niedrigerer Temperatur ist leider durch die weiteren Einflussfaktoren nicht immer möglich. Mit der Alterung des Isolierstoffes einher geht eine niedriger werdende Spannungsfestigkeit.
Im schlimmsten Fall kann die Grenze der TE-Einsetzspannung erreicht werden, was zu dauerhaften Teilentladungen und damit zum Ausfall des Isolationssystems führt. Bei der Entwicklung eines Gerätes müssen neben den primären elektrischen Anforderungen auch die Umweltanforderungen an Isolationssysteme berücksichtigt werden.
Wie lassen sich Teilentladungen vermeiden?
Entsprechend ihrer Entstehungsursache lassen sich mit unterschiedlichen Maßnahmen Teilentladungen vermeiden bzw. reduzieren. In den meisten Fällen kann man durch konstruktive Maßnahmen die Entstehung von lokalen Felderhöhungen, die primär die Ursache von TE sind, vermeiden. Hierbei sind folgende Maßnahmen sehr hilfreich:- Vermeidung von Verunreinigungen im Isoliermaterial während der Produktion (leitfähiger Belag, Metallspäne, Luft- oder Feuchtigkeitseinschluss) Feldlinienkonzentrationen an Spitzen und Kanten durch Abrundung vermeiden
- Einhaltung der minimal erlaubten Biegeradien der Wickeldrähte
- Formung des Wickelkopfes optimieren (Füllgradsteigerung ohne Vorschädigung der Wickeldrähte durch Pressung und Drahtzug)
- größerer Abstand (z. B. bei Gleitentladungen) reduziert die Feldstärke
- vollständiges Vergießen (Hohlraum- und blasenfrei z. B. unter Vakuum und Verwendung von Schutzgas, Füllen von unten nach oben)
- erhöhte Isolationsschichtstärke
- Vermeidung von großen Sprüngen bei der Verwendung von unterschiedlichen Dielektrika (εr)
- Einsatz von Werkstoffen, die gegen die Kriechstrombildung beständiger sind (höherer CTI-Wert) bzw. die einem verringerten Abbau durch Teilentladung unterliegen (unter anderem Glimmer). Die Kriechstromfestigkeit wird mit dem CTI-Wert (englisch Comparative Tracking Index) bestimmt. Der CTI-Wert sagt aus, bis zu welcher Spannung (in Volt) das Basismaterial kein Tracking zeigt
- Feldsteuerung über teilleitfähige Beläge (z. B. halbleitender Flächenisolierstoff, als Voltage Controlled Resistor (VCR) wirkende Lacke)
- Vermeidung von Ablagerungen durch Bürstenfeuer / Schleifkontakte
- Einsatz von TE-resistenten Isolierlackschichten auf Leiterplatten
- Berücksichtigung des Einsatzortes (Höhe üNN) für die Luft- und Kriechstrecken.



{kind=link}
{kind=link}
{kind=link}