Um diese Aufgaben erfüllen zu können, muss eine Schwingungsüberwachung zuverlässig funktionieren und die an der Maschine auftretenden Schwingungen korrekt messen, verarbeiten und anzeigen. Die Praxis zeigt leider, dass eine fehlerfreie Schwingungsüberwachung nicht immer und überall anzutreffen ist. Insbesondere ergibt sich dabei zusätzlich die Herausforderung, dass vorhandene Fehler nicht offensichtlich erkennbar sind. Die im Prozessleitsystem oder der Maschinensteuerung angezeigten Messwerte lassen oftmals keinen Hinweis darauf erkennen, dass sie fehlerbehaftet sind.
Dabei kann es sich beispielsweise um Fehler handeln, die im Laufe der Zeit »schleichend« auftreten. Dies betrifft dann meist die Schwingungssensoren (auf die Sensorik wird im Infokasten »Die gängigen Sensortypen zur Schwingungsüberwachung« am Ende des Beitrags näher eingegangen), welche ihre Lebensdauergrenze erreicht haben, dabei jedoch nicht komplett ausfallen, sondern von ihrer eigentlichen Kennlinie abweichen. Eine derartige Abweichung kann nur durch eine Prüfung der Sensoren (Bild 1) aufgedeckt werden.
Durchführung einer Systemprüfung für Schwingungsmesseinrichtungen

(Bild: A. Beschorner / Sturm TD GmbH)
Das Grundprinzip ist die Prüfung der Messketten vom Sensor bis zur Wertanzeige im Prozessleitsystem. Die Vorgehensweise unterscheidet sich für Lagerschwingungsmessketten und Wellenschwingungsmessketten, wobei in beiden Fällen nach der Eingangsdokumentation eine Demontage des Sensors von der Maschine erfolgt (Bild 2).
Im Fall von Lagerschwingungsmessketten wird der zu prüfende Sensor gemeinsam mit einem Referenzsensor auf einem Schwingtisch (Shaker) montiert (Bild 3). Der Shaker wird mittels Steuerungssoftware mit vordefinierten Schwingungen beaufschlagt. Dabei sind Frequenzen und Amplituden der Schwingungen des automatisiert ablaufenden Prüfprogrammes an die jeweilige Maschine angepasst. Die im Prozessleitsystem angezeigten Schwingungswerte werden mit denen des Referenzsensors verglichen und die Abweichungen dokumentiert.

(Bild: A. Beschorner / Sturm TD GmbH)
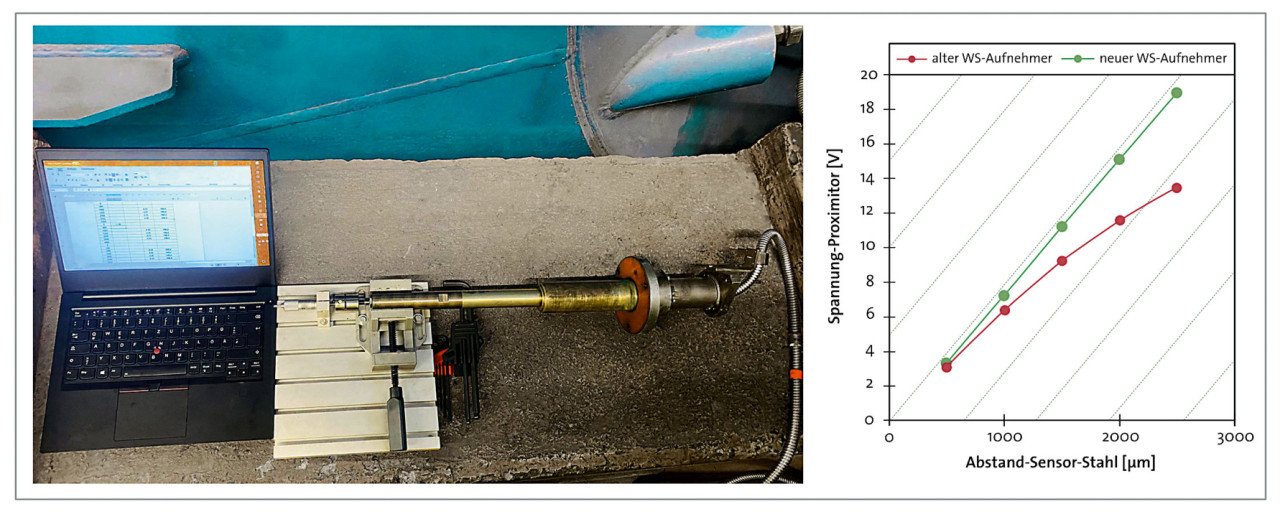
Für Wellenschwingungsmessketten wird für den Teilbereich Sensor und Proximitor die Kennlinie ermittelt und mit der Soll-Kennlinie laut Datenblatt verglichen (Bild 4). Für die Prüfung des Teilbereiches ab Signalausgang des Proximitors (Bild 5) bis zur Wertanzeige werden AC- und DC-Prüfsignale in die Signalleitungen eingespeist und die Wertanzeigen im Prozessleitsystem mit den eingespeisten Sollwerten verglichen. Durch diese Teilung in einzelne Prüfbereiche können etwaige Fehlerursachen während der Prüfung direkt eingegrenzt werden.
Nach Abschluss der Prüfung werden alle Sensoren wieder an der Maschine montiert und korrekt eingestellt.
Weitere Fehlerquellen
Weiterhin gibt es auch Fehler in Schwingungsüberwachungen, die bei der Installation der Maschine direkt mitgeliefert werden. Dies betrifft beispielsweise verwendete Hardware, die nicht aufeinander abgestimmt ist, oder die Messwertverarbeitung, welche nicht korrekt parametriert ist. Auch dies ist nicht offensichtlich erkennbar und suggeriert fälschlicherweise eine gut funktionierende Schwingungsüberwachung.
Einige besonders interessante Fallbeispiele aus den vergangenen Jahren sollen verdeutlichen, welch breite Palette an möglichen Fehlern für Schwingungsüberwachungen in der Praxis anzutreffen ist.

Beispiele aus der Praxis
1. Fehlerhafte Lagerschwingungssensoren
Das erste Fallbeispiel dreht sich um einen 500-MW-Dampfturbosatz bestehend aus Hochdruckdampfturbine, Niederdruckdampfturbine und Generator. Der Turbosatz ist mit 14 seismischen Sensoren zur Messung der Lagerschwingungen und mit zwölf Sensoren zur Messung der Wellenschwingungen ausgestattet. Bei der Prüfung der Lagerschwingungsmessketten zeigte sich, dass acht von 14 Lagerschwingungssensoren eine Anzeigeabweichung von deutlich mehr als 10 % im betriebsrelevanten Messbereich aufwiesen.
Insbesondere seismische Sensoren haben aufgrund ihrer beweglichen Bauteile in einem Betriebsumfeld mit hohen Umgebungstemperaturen und starken Temperaturänderungen eine endliche Lebensdauer. Die fehlerhaften Sensoren wurden ausgetauscht und die Messketten anschließend erneut geprüft – mit positivem Ergebnis. Für eine der Messketten bezog sich der vorhandene Defekt nicht auf den Sensor selbst, sondern dessen Befestigungsbolzen (Bild 6). Der Bolzen war im Bereich des Inbus nahezu komplett gebrochen, so dass der Sensor nur noch am »seidenen Faden« mit der Dampfturbine verbunden war und die Schwingungen somit nicht korrekt aufnehmen konnte.
2. Abweichungen von der Sollwert-Kennlinie
Beim zweiten Beispiel handelt es sich um einen 40-MW-Gasturbosatz, bestehend aus den Teilaggregaten Gasturbine, Lastgetriebe und Generator. Die Ausstattung zur Schwingungsüberwachung an dieser Maschine besteht aus sieben seismischen Sensoren zur Lagerschwingungsüberwachung und sechs Wirbelstromsensoren zur Überwachung der Wellenschwingungen. Die Messkettenprüfung wurde turnusmäßig während einer Revision durchgeführt. Alle Lagerschwingungssensoren zeigten nur geringe Abweichungen zu den vorgegebenen Sollwerten und wurden daher für gut befunden.
Bei der Kennlinienprüfung der Wirbelstromsensoren wurde bei einem Sensor eine erhebliche Abweichung gegenüber der Soll-Kennlinie festgestellt (Bild 4), welche eine um ca. 50 % verringerte Wertanzeige gegenüber den real vorhandenen Wellenschwingungen bedeutet. Der defekte Sensor wurde gegen einen neuen ersetzt, wodurch der Fehler in der Schwingungsüberwachung behoben werden konnte.
3. Standard-Konfiguration liefert falsche Ergebnisse
Im Fallbeispiel 3 handelt es sich um mehrere Fernwärmepumpen, jeweils bestehend aus den Teilaggregaten Motor und Pumpe, welche mit jeweils zwei Beschleunigungssensoren zur Messung der Lagerschwingungen ausgestattet sind. Die Messkettenprüfung wurde innerhalb von zwei Jahren nach Neuinstallation der Pumpen durchgeführt. Man könnte dabei leicht auf die Frage kommen, wozu die neuwertige Messtechnik einer Systemprüfung unterzogen werden soll. Diese Frage lässt sich durch die Prüfungsergebnisse schnell beantworten, denn während die Messketten an den Pumpen nahezu perfekte Werte lieferten, wurden an fast allen Messketten der Motore Messwertabweichungen deutlich größer als 10 % festgestellt.
Die Teilaggregate wurden, wie meist üblich, von verschiedenen Lieferanten installiert und es wurden unterschiedliche Schwingungsmessketten verbaut, was im Allgemeinen kein Problem darstellt. Jedoch wurde die Messwertverarbeitung an den Motoren vom Lieferanten nicht parametriert, sondern in der Standardkonfiguration belassen. Jeder Beschleunigungsaufnehmer hat einen individuellen Übertragungsfaktor, welcher in der Messwertverarbeitung für jeden Messkanal eingestellt werden muss. Diese Einstellung wurde als Serviceleistung noch während der Messkettenprüfung vorgenommen, so dass abschließend alle Messketten mit »sehr gut« bewertet werden konnten.
Praxistipp: Der Übertragungsfaktor eines individuellen Schwingungssensors sollte nicht dem Datenblatt für den Sensortyp entnommen werden. Der Wert für den jeweiligen Sensor ist im Kalibrierschein zu finden.
4. Unterschiedliche Kabellängen sorgen für hohe Abweichungen
Unser viertes und letztes Fallbeispiel dreht sich um zwei nacheinander geprüfte 100-MW-Gasturbosätze, bestehend aus den Teilaggregaten Gasturbine und Generator. Auch in diesem Fall wurde die Prüfung innerhalb der zwei Jahre Herstellergewährleistung durchgeführt, obwohl es keine Indikation für offensichtliche Fehler gab. An diesem Maschinentyp sind neun Sensoren zur Lagerschwingungsüberwachung und zehn Sensoren zur Überwachung der Wellenschwingungen installiert. Die Überprüfung der Messketten der Wellenschwingungen ergab bei der erstgeprüften Maschine relevante Abweichungen für alle Messstellen des Generators von ca. 200 %. Zur Ursachenbestimmung wurden verschiedene Fehlerszenarien getestet. Dabei wurde unter anderem angenommen, dass es sich bei den Anzeigewerten statt der für Wellenschwingungen üblichen Peak-Peak-Signalauswertung um eine Effektivwertberechnung handelt. Dieses Fehlerszenario konnte bestätigt werden. Die Ursache für derart hohe Abweichungen war also in einer fehlerhaften Programmierung der Auswerteeinheit begründet. Um die Relevanz zu verdeutlichen: Ein realer Peak-Peak-Schwingungswert von 240 µm wäre in der Schwingungsüberwachung lediglich mit 84 µm angezeigt worden.
Bei der späteren Prüfung der Schwingungsmessketten an dem zweiten Turbosatz, bei welchem die Korrektur der Programmierung durch den Hersteller zwischenzeitlich bereits erfolgt war, stellte sich für die Wellenschwingungsmessketten des Generators dennoch heraus, dass diese nicht geeignet sind, die Wellenschwingungen mit hinreichender Genauigkeit zu erfassen. Als Ursache für die Abweichungen konnte ermittelt werden, dass die verbauten Kabellängen der Wirbelstromsensoren (5 m) nicht mit den verbauten Auswerteeinheiten (Proximitoren), welche für eine Kabellänge von 9 m vorgesehen sind, zusammenpassen. Diese »kleine Ungenauigkeit« bei der Komponentenauswahl sorgt leider dafür, dass die Sensorkennlinie so verschoben wird, dass sich Abweichungen von bis zu 460 % ergeben. Ein Austausch der vier Proximitoren war für die Herstellung der Funktionsfähigkeit unabdingbar. Bei der Maschine wurden elf weitere Auffälligkeiten an den Schwingungsmessketten identifiziert, welche die Betriebstüchtigkeit der Messketten aktuell nicht direkt beeinträchtigen, jedoch langfristig zu resultierenden Fehlern führen können. Zu diesen Auffälligkeiten gehören beispielsweise:
- Falsche Beschriftung von Signalleitungen
- Verwendung unterschiedlicher Bezeichnungen (KKS) für die gleiche Messstelle innerhalb der Turbinensteuerung
- Öl in einer Anschlussdose der Proximitoren (Bild 5).
Zusammenfassung
Durch die genannten Fallbeispiele wird deutlich, wie wichtig eine regelmäßige Systemprüfung von Schwingungsüberwachungen, möglicherweise auch bereits unmittelbar nach der Neuinstallation einer Anlage tatsächlich ist. So empfiehlt beispielsweise der VGB-Standard für Überwachungs-, Begrenzungs- und Schutzeinrichtungen für Gasturbinenanlagen eine Prüfung von Schwingungsmessketten bei jeder Revision oder mindestens alle fünf Jahre.
Eine regelmäßig geprüfte und zuverlässig funktionierende Schwingungsüberwachung ist eine notwendige Grundlage für einen sicheren und zuverlässigen Betrieb der Anlage.
Falsche Wertanzeigen führen bei zu niedrig angezeigten Schwingungswerten unter Umständen zu einem Weiterbetrieb der Anlage mit einer erhöhten Gefährdung für Menschen und Maschinen und einer Herabsetzung der Lebensdauern der beanspruchten Bauteile auf Grund der nicht erkannten erhöhten Schwingungsbeanspruchungen.
Aber auch zu hoch angezeigte Schwingungswerte können zu erhöhten Aufwendungen bei Betrieb und Instandhaltung führen, insbesondere dann, wenn daraus unnötige Maschinenabschaltungen (engl.: »trips«) mit ungeplanten Produktionsstillständen oder unnötige Instandsetzungsmaßnahmen generiert werden.
Für die Messung der relativen Wellenschwingungen und der statischen Wellenlage (GAP) werden üblicherweise Wegsensoren (Proximity Probes, Bild 4) eingesetzt. Bezogen auf das Messprinzip handelt es sich um Wirbelstromsensoren. Die Sensoren benötigen im Allgemeinen eine Versorgungsspannung von -24 V, welche über den Proximitor (Bild 5) auf die abgestimmte Signalleitung gespeist wird. Die am Proximitor ausgegebene Signalspannung ist proportional zum Abstand zwischen Sensor und Welle.
Die Messung der absoluten Lagerschwingungen erfolgt einerseits mit elektrodynamischen Schwinggeschwindigkeitssensoren (seismischer Typ, Bilder 1, 3 und 6). Diese besitzen einen federnd gelagerten Permanentmagneten innerhalb von Spulen. Die Sensoren benötigen keine Versorgungsspannung und haben einen typischen Arbeitsfrequenzbereich von 10 Hz bis 1 kHz.
Andererseits kann die Erfassung der Lagerschwingungen mit piezoelektrischen Beschleunigungsaufnehmern erfolgen. Durch die Beschleunigung des piezoelektrischen Elements wird eine zur Beschleunigung proportionale Ladung erzeugt. Im meist internen Ladungsverstärker wird diese in eine proportionale Spannung gewandelt. Lediglich bei Hochtemperaturanwendungen (ca. >160 °C) sind die Sensoren mit externen Ladungsverstärkern ausgeführt. Die Spannungsversorgung (z.B. 24 V) und die Signalübertragung erfolgt üblicherweise nach dem Industriestandard IEPE (auch: ICP u. ä.) bei welchem das Messsignal auf die Arbeitspunktspannung (ca. 12 V) moduliert wird. Die Sensoren besitzen einen typischen Arbeitsfrequenzbereich von 0,3 Hz bis 25 kHz.
Sollte es Probleme mit dem Download geben oder sollten Links nicht funktionieren, wenden Sie sich bitte an kontakt@elektro.net



{kind=link}
{kind=link}
{kind=link}
{kind=link}